加工中心(卷名:自动控制与系统工程)
machine center
带有刀具自动交换装置、能一次集中完成多种工序加工的数控加工设备。数控机床实现了中、小批量加工自动化,改善了劳动条件。此外,它还具有生产率高、加工精度稳定、产品成本低等一系列优点。为了进一步发挥这些优点,数控机床遂向“工序集中”,即一台数控机床在一次装夹零件后能完成多工序加工的数控机床(即加工中心)方面发展。
钻、镗、铣、车等单功能数控机床只能分别完成钻、镗、铣、车等作业,而在机械制造工业中,大部分零件都是需要多工序加工的。在单功能数控机床的整个加工过程中,真正用于切削的时间只占30%左右,其余的大部分时间都花费在安装、调整刀具、搬运、装卸零件和检查加工精度等辅助工作上。在零件需要进行多种工序加工的情况下,单功能数控机床的加工效率仍然不高。加工中心一般都具有刀具自动交换功能,零件装夹后便能一次完成钻、镗、铣、锪、攻丝等多种工序加工。
加工中心分两大部分:数控机床和刀具自动交换装置。刀具自动交换装置应能满足以下几个方面的要求:①换刀时间短;②刀具重复定位精度高;③识刀、选刀可靠,换刀动作简单;④刀库容量合理,占地面积小,并能与主机配合,使机床外观完整;⑤刀具装卸、调整、维护方便。
刀具自动交换系统由刀库、刀具交换装置、刀具传送装置、刀具编码装置、识刀器等五个部分组成。
刀库 存贮加工所需各种类型刀具的仓库。它是刀具自动交换系统中的重要组成部分,具有接受刀具传送装置送来的刀具和将刀具给予刀具传送装置的功能。它的容量、布局和具体结构对整个加工中心的总体布局和性能有很大的影响,按其结构、形状可分为以下六种:①圆盘式刀库,又分为轴向式(刀具中心线与圆盘中心线平行)、径向式(刀具中心线与圆盘中心线垂直)和多盘式(在一根旋转轴上分设几层圆盘刀库)。②转塔式刀库,又分倾斜式和水平式。③鼓轮式刀库。④链式刀库。⑤格子式刀库。⑥直线式刀库。
刀具交换装置(机械手) 它的职能是将机床主轴上的刀具与刀库或刀具传送装置上的刀具进行交换,其动作循环为:拔刀-新旧刀具交换-装刀。这种装置按交换方式又分为两类。
①由刀库与机床主轴的相对运动实现换刀 在这类装置中,刀库一般为格子式,装在工作台上。换刀时,先使工作台与主轴相对运动,将使用过的旧刀送回刀库,然后再使工作台与主轴相对运动一次,从刀库中取出新刀。这种换刀方式的换刀时间长,另外刀库设置在工作台上,减少了工作台的有效使用面积。
②采用机械手换刀 机械手刀具交换装置,特别是双臂机械手刀具交换装置具有换刀时间短、动作灵活可靠等优点,应用最为广泛。双臂机械手中最常用的几种结构有:钩手;抱手;伸缩手;叉手。双臂机械手进行一次换刀循环的基本动作为:抓刀(手臂旋转或伸出,同时抓住主轴和刀库里的刀具);拔刀(主轴松开,机械手同时将主轴和刀库中的刀具拔出);换刀(手臂转180°,新、旧刀交换);插刀(同时将新刀插入主轴,旧刀插入刀库,然后主轴夹紧刀具);缩回(手臂缩回到原始位置)。
运刀装置
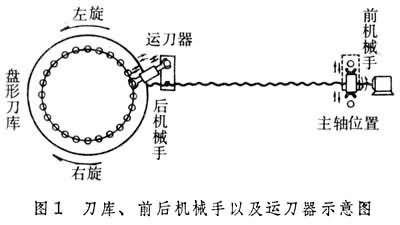 当刀库容量较大、布置得离机床较远时,就需要安排两只机械手来完成新旧刀的交换动作,一只靠近刀库,称为后机械手,完成拔新刀、插旧刀的动作;一只靠近主轴,称为前机械手,完成拔旧刀、插新刀的动作。在前后机械手之间则设有运刀装置。它一方面将前机械手从主轴上拔出的旧刀运回刀库旁,以便后机械手将该旧刀拔出并插回刀库;另一方面则将后机械手从刀库中拔出的新刀运到主轴旁,以便前机械手将该新刀拔出并插入主轴。运刀器的职能就是在前后机械手之间来回运送新、旧刀具(图1)。
当刀库容量较大、布置得离机床较远时,就需要安排两只机械手来完成新旧刀的交换动作,一只靠近刀库,称为后机械手,完成拔新刀、插旧刀的动作;一只靠近主轴,称为前机械手,完成拔旧刀、插新刀的动作。在前后机械手之间则设有运刀装置。它一方面将前机械手从主轴上拔出的旧刀运回刀库旁,以便后机械手将该旧刀拔出并插回刀库;另一方面则将后机械手从刀库中拔出的新刀运到主轴旁,以便前机械手将该新刀拔出并插入主轴。运刀器的职能就是在前后机械手之间来回运送新、旧刀具(图1)。刀具编码装置 将加工所需的刀具自动地从刀库中选择出来称为自动选刀,有顺序选择和编码选择两种方式。
顺序选择方式 将在加工中心上加工某一零件所需的全部刀具按工序先后依次插入刀库中。加工时按加工顺序一一取用。采用这种选刀方式不需要识刀器,刀库结构及其驱动装置都非常简单,每次换刀时控制刀库转位一次即可。缺点是刀库中的刀具不能重复使用。
编码选择方式
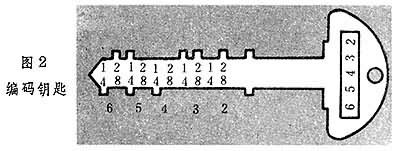 将加工某一项零件所需的全部刀具(或刀座)都预先编上代码,存放在刀库中。加工时根据程序寻找所需要的刀具。由于每把刀具都有自己的代码,它们在刀库中的位置和存放顺序可以与加工顺序无关。每把刀具都可被多次重复使用。刀具编码有多种方式,常用的有三种。①刀具编码:在每一把刀具的尾部都用编码环编上自己的号码。选刀时根据穿孔带所发出的刀号指令任意选择所需的刀具。由于每把刀具都有自己确定的代码,无论将刀具放入刀库的哪个刀座中都不会影响正确选刀。采用这种编码方式可简化换刀动作和控制线路,缩短换刀时间。这种编码现已获广泛应用。②刀座编码:在刀库的每一个刀座上用编码板编码。这种编码方式的优点是刀柄不会因尾部有编码环而增加长度;缺点是刀具必须对号入座,换刀时间长。③编码钥匙:预先给每把刀具都系上一把表示该刀具代码的编码钥匙(图2),当将刀具插进刀库的刀座时,便同时也将钥匙插入刀座的钥匙孔内,这样便将钥匙上的代码转记到了刀座上,成为刀座的代码。这种编码方式的优点是在更换加工零件时只需将钥匙从刀座中取出,刀座上的代码便自行消失,灵活性大,对于刀具管理和编程都十分有利,不易发生人为差错。缺点是刀具必须对号入座。
将加工某一项零件所需的全部刀具(或刀座)都预先编上代码,存放在刀库中。加工时根据程序寻找所需要的刀具。由于每把刀具都有自己的代码,它们在刀库中的位置和存放顺序可以与加工顺序无关。每把刀具都可被多次重复使用。刀具编码有多种方式,常用的有三种。①刀具编码:在每一把刀具的尾部都用编码环编上自己的号码。选刀时根据穿孔带所发出的刀号指令任意选择所需的刀具。由于每把刀具都有自己确定的代码,无论将刀具放入刀库的哪个刀座中都不会影响正确选刀。采用这种编码方式可简化换刀动作和控制线路,缩短换刀时间。这种编码现已获广泛应用。②刀座编码:在刀库的每一个刀座上用编码板编码。这种编码方式的优点是刀柄不会因尾部有编码环而增加长度;缺点是刀具必须对号入座,换刀时间长。③编码钥匙:预先给每把刀具都系上一把表示该刀具代码的编码钥匙(图2),当将刀具插进刀库的刀座时,便同时也将钥匙插入刀座的钥匙孔内,这样便将钥匙上的代码转记到了刀座上,成为刀座的代码。这种编码方式的优点是在更换加工零件时只需将钥匙从刀座中取出,刀座上的代码便自行消失,灵活性大,对于刀具管理和编程都十分有利,不易发生人为差错。缺点是刀具必须对号入座。识刀装置 它的职能是从编码装置上读出刀具的代码。常用的识刀装置有接触式和非接触式两种。①接触式识刀装置:这种方式比较简单、可靠,它在对应于编码装置的凸起和凹槽部分装有一排电刷,选刀时,刀库转动,刀具编码装置依次经过电刷,其凸起部分和电刷接触,读出刀具代码。②非接触式识刀装置:它由一组排列在一起的无触点行程开关组成。当刀库转动时,刀具编码装置的突起部分(由铁磁物质构成)接近识刀装置,刀具代码便被读出。这种识刀装置无撞击、无噪声、无磨损、寿命长、可用于高速选刀,但工作不够稳定,调试较困难。