塑料机械(卷名:轻工)
plastics machinery
塑料加工工业中所用的各类机械和装置的总称。某些流体和固体输送、分离、破碎、磨碎以及干燥等通用性机械和设备,在塑料加工工业中也占有重要地位,所以常列为塑料机械。现代塑料机械的设计和制造,除有赖于机械工程和材料科学的发展外,特别与塑料工程理论研究的进展密切相关。
按塑料制品生产过程,塑料机械可分为塑料配混机械、塑料成型机械、塑料二次加工机械和塑料加工辅助机械或装置等四大类。塑料配混机械用于各种形式的塑料配混料的制造,包括捏合机、炼塑机(开炼机和密炼机)、切粒机、筛选机、破碎机和研磨机等。塑料成型机械又称塑料一次加工机械,用于塑料半制品或制品的成型,包括压塑机、注塑机、挤塑机、吹塑机、压延机、滚塑机、发泡机等。塑料二次加工机械用于塑料半制品或制品的再加工和后处理,包括热成型机、焊接机、热合机、烫印机、真空蒸镀机、植绒机、印刷机等。金属加工机床也常用于塑料二次加工。塑料加工辅助机械或装置用以实现塑料加工过程的合理化,包括自动计量供料装置、边角料自动回收装置、注塑制品自动取出装置、注塑模具快速更换装置、注塑模具冷却机、自动测厚装置以及原材料输送和贮存设备等。这类辅助机械或装置,已成为现代化塑料加工过程自动化所不可缺少的部分。
塑料机械的完善程度直接影响塑料半制品或制品的质量、产量和成本,因而必须能适应塑料配混和加工过程的温度和应力的变化,以及由此而引起的熔融物料性能变化,并适应化学腐蚀和机械磨损等特殊条件。近年来,塑料品级的专用化,工程塑料的发展,复合材料的出现,塑料产品结构大型化、轻量化和薄壁化等技术的发展要求塑料机械达到:针对制品生产目的而成套化;高速、省力、自动化,以提高制品生产效率;保证产品规格和质量误差最小的精密程度;能耗低,占地少,操作维护便易而安全。
密炼机 全称密闭式炼塑机。是塑料配混用的主要设备之一。按工作原理可分为间歇式和连续式两类。密炼机的主要结构参数为转子的转速、直径、长度及密炼机总容量。图1 为椭圆形转子式间歇式密炼机的结构。它由密炼室、转子、上顶栓(压料装置)、下顶栓(卸料装置)、加热冷却装置以及传动系统等组成。其工作原理是:混合料由加料斗进入密炼室,在两个相对旋转的转子的间隙、转子与密炼室内壁间隙、转子与上下顶栓的间隙中,受到不断变化的剪切、捏炼和摩擦作用,使塑料生热而塑化,并混合均匀。间歇式密炼机已趋于标准化和系列化。市售密炼机按总容量有 4、25、50、75、150、250、380l等规格。

由于间歇式密炼机不适用于连续生产,60年代研制出连续式密炼机。较常用的有转子式连续密炼机和双螺杆混炼机。双螺杆混炼机种类很多。一般具有物料强制输送能力,混炼功能强,物料在双螺杆中的停留时间短,而且双螺杆的自洁性能好,能及时消除积料,减少物料降解现象,故应用日益普及。图2
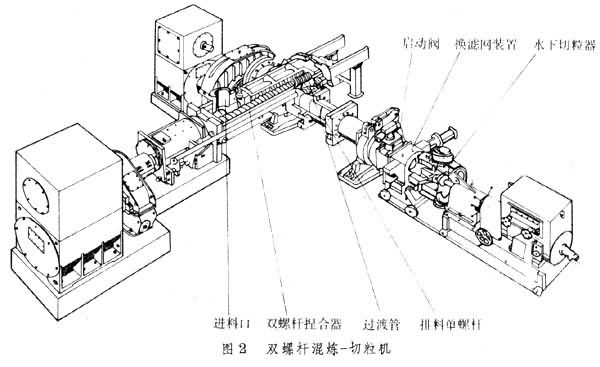 为双螺杆混炼-切粒机。
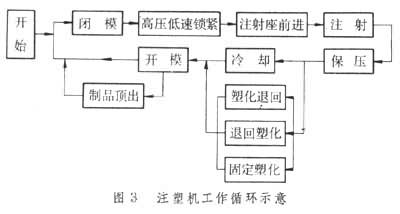
为双螺杆混炼-切粒机。注塑机 又称注射成型机。其工作循环见图3。按物料塑化方式可分为螺杆式和柱塞式注塑机,60年代后,柱塞式注塑机逐步被螺杆式注塑机取代。按注射装置的位置可分为卧式、立式和角式注塑机。各式注塑机的规格,国际上采用注射容量(cm3)/合模力(t)表示法。例如,SI-190/90,即表示注塑机注射容量为190cm3 ,合模力为90t。螺杆式注塑机由4部分组成(图4):
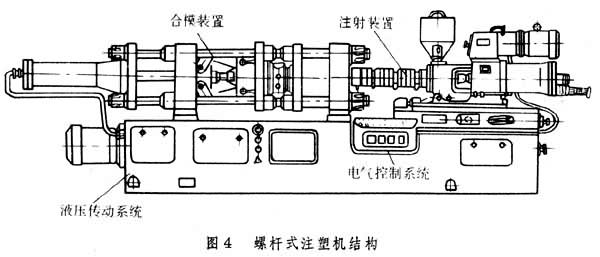
① 注射装置:由料筒、螺杆、喷嘴、料斗、计量装置、螺杆传动装置、注塑压缸和注射座移动压缸等部件组成。其主要作用是使塑料熔融并塑化均匀,再在一定压力和温度作用下将定量的熔融料注入注塑模中。
② 合模装置:又称锁模装置。由合模压缸、动模板、定模板、合模机构、拉杆、脱模装置安全栅门等组成。其主要作用是保证模具按规定程序和速度开启和闭合,并保证有足够的合模力使模具紧密闭合。合模装置分液压式、机械式和液压/机械混合式三大类。
③ 液压传动和电气控制系统:保证注塑机按注塑工艺所规定程序的压力、速度、温度和时间准确无误地工作。液压传动系统由动力油泵、方向阀、节流阀、压力阀和油箱等组成。电气控制系统由动力控制、动作程序控制和加热控制等系统组成。
除通用的热塑性塑料注塑机外,还有热固性塑料注塑机、发泡注塑机、排气式注塑机和反应注塑机等专用品种。
挤塑机 又称挤出机。通常按螺杆数目分为单螺杆挤塑机、双螺杆挤塑机和多螺杆挤塑机,以前两者居多。单螺杆挤塑机(图5 )由塑化系统、加热与冷却系统、传动系统和电气控制系统 4部分组成。塑化系统的主要部件是螺杆,根据塑料及其制品的品种,选择不同结构的螺杆。常用挤塑机的螺杆直径为30~250mm,转速为30~300r/min。螺杆长度通常为直径的20~25倍,最大为30倍。挤塑机机筒多用电加热器加热,多用水或空气冷却。挤塑机所用的传动机多为整流子电动机或直流电动机。
以挤塑机为中心配合各种供料和后续设备 (如引出、定型、冷却、卷取、截断等设备),即可组成生产板、膜、管、带、丝等制品的生产线。挤塑机也可用于塑料配混。
吹塑机 又称中空制品成型机。可分为挤出吹塑机、注射吹塑机和特殊结构吹塑机三大类。拉伸吹塑机可归属于上述每一类中。
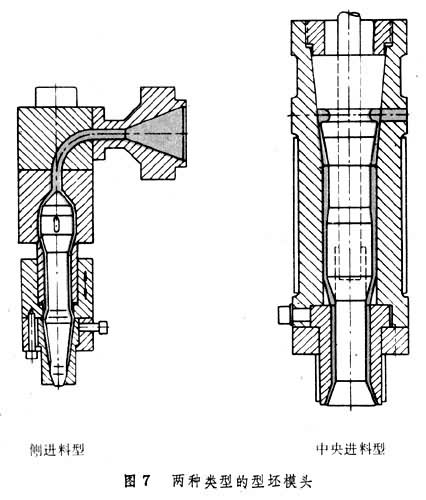
挤出吹塑机是挤出机与吹塑机和合模机构的组合体(图6),由挤出机及型坯模头、吹胀装置、合模机构、型坯厚度控制系统和传动机构组成。型坯模头是决定吹塑制品质量的重要部件之一,通常有侧进料型模头和中央进料型模头(图7 )。大型制品吹塑时多采用蓄料缸式型坯模头。蓄料缸容积最小为1kg,最大可达240kg。型坯厚度控制装置用于控制型坯壁厚,控制点最多达128点,一般为20~30点。挤出吹塑机可生产容积范围为2.5ml~104l的空心制品。
注射吹塑机是注塑机与吹塑机构的组合体,包括塑化机构、液压系统、控制电器及其他机械部件。常见的类型有三工位注射吹塑机(图8 )和四工位注射吹塑机。三工位机有预制型坯、吹胀和脱模三个工位,每工位相隔120°。四工位机则多一预成型工位,每工位相隔90°。此外,还有工位间相隔180°的双工位注射吹塑机。注射吹塑机生产的塑料容器尺寸精确,无需二次加工,但模具费用较高。

特殊结构吹塑机是用片材、熔融料和冷坯为型坯吹塑具有特殊形状和用途的空心体的吹塑机。由于生产的制品的形状和要求不同,吹塑机的结构也各异。
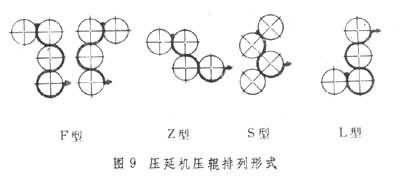
压延机 将预热至加工温度的热塑性塑料,经过至少两个异向旋转的压辊的辊隙,使其成为连续薄膜或片材的塑料加工机械。通常和物料输送、筛析、计量、捏合和塑炼等先导装置,引离、牵引、压花、冷却、测厚、卷取、截断等后续装置,以及传动、监控和加热装置等组成完整的压延生产线,生产软硬薄膜、片材、人造革、墙纸和铺地卷材等产品。压延机按压辊数分为二辊、三辊、四辊和五辊等类型。按压辊排列形式可分为F、Z、S和L等型(图9)。
压延机由机架、压辊及其调节装置、传动系统和加热系统等部分组成(图10)。机架通常用铸铁制成,直接安装在铸铁或铸钢机座两侧,用以支承压辊轴承、轴交叉或压辊预弯曲装置、压辊调节装置、润滑装置和其他辅助装置。压辊由冷硬铸铁、铸钢制成,其长径比根据压辊材料的弯曲强度选定,约为2.6~3.5。为了补偿压辊受力产生的弯曲变形而造成制品厚度不匀的缺陷,压辊多制成腰鼓形,还可利用辊交叉装置和辊预弯曲装置消除制品的厚度不匀。每个压辊采用单独电动机传动。压辊加热一般采用水蒸气或过热水,要求两端温差不超过 1℃。每个压辊均有独立的自动加热系统。现代压延机都使用滚柱轴承代替传统的滑动轴承,以节约能量,提高轴承寿命和制品厚度的精度。
根据压延机规格的不同,所产软聚氯乙烯薄膜厚度为50~1000µm,硬聚氯乙烯薄膜的最小厚度为60µm。
热成型机 用于热塑性塑料片材的成型机基本上有两种形式:片卷供料式和单片供料式。片卷供料式热成型机以卷筒形片材供料,或直接与片材挤出机连成流水生产线。单片供料式热成型机则因送入的预截片料而得名。
连续式片卷供料式热成型机(图11)颇为流行,能以高速生产优质制品,并按模合规格供应,最普及的有60×60,90×90,125×106cm等规格。这类热成型机常设计有长度3~4倍于最长模具尺寸的加热炉。大部分加热炉是电加热,并安装在可从片材输送系统移开的架上。烘炉有 C型框式和落门式两种主要形式。热成型系统多采用液压或机械驱动。

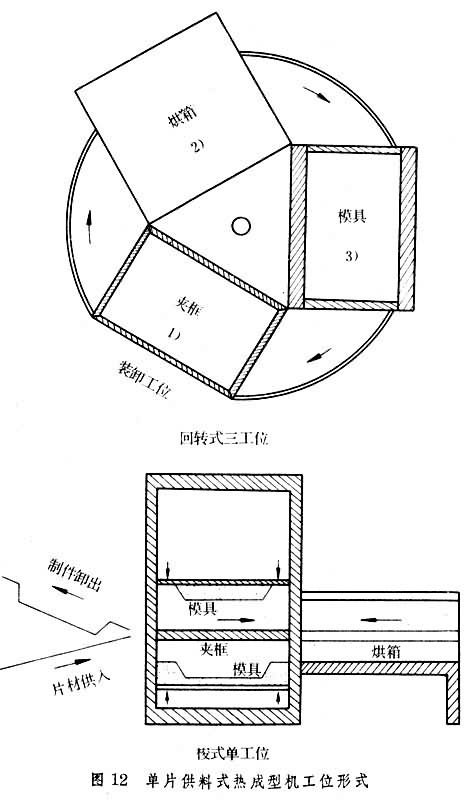
单片供料式热成型机可分为回转式和梭式两类(图12)。回转式热成型机常用于大量制品生产。常见的有三工位标准热成型机,工位回转度为120°;也有四工位热成型机,即增加一加热工位。梭式热成型机具有一成型工位,片材夹在夹框上,然后在加热炉上方往复移动。也设计成两个成型工位和一个烘炉组成的双工位热成型机。这类热成型机的加工适应性较广。
参考书目
Herbert Schaab und Klaus Stoeckhert,Kunststoff Maschinen-Führer,Carl Hanser,München,1979.
北京化工学院、天津轻工业学院主编:《塑料成型机械》,轻工业出版社,北京,1982。
北京化工学院,华南工学院合编:《塑料机械设计》,轻工业出版社,北京,1983。