控制图(卷名:数学)
control chart
根据假设检验的原理构造一种图,用于监测生产过程是否处于控制状态。它是统计质量管理的一种重要手段和工具。在生产过程中,产品质量由于受随机因素和系统因素的影响而产生变差;前者由大量微小的偶然因素叠加而成,后者则是由可辨识的、作用明显的原因所引起,经采取适当措施可以发现和排除。当一生产过程仅受随机因素的影响,从而产品的质量特征的平均值和变差都基本保持稳定时,称之为处于控制状态。此时,产品的质量特征是服从确定概率分布的随机变量,它的分布(或其中的未知参数)可依据较长时期在稳定状态下取得的观测数据用统计方法进行估计。分布确定以后,质量特征的数学模型随之确定。为检验其后的生产过程是否也处于控制状态,就需要检验上述质量特征是否符合这种数学模型。为此,每隔一定时间,在生产线上抽取一个大小固定的样本,计算其质量特征,若其数值符合这种数学模型,就认为生产过程正常,否则,就认为生产中出现某种系统性变化,或者说过程失去控制。这时,就需要考虑采取包括停产检查在内的各种措施,以期查明原因并将其排除,以恢复正常生产,不使失控状态延续而发展下去。
通常应用最广的控制图是W.A.休哈特在1925年提出的,一般称之为休哈特控制图。它的基本结构是在直角坐标系中画三条平行于横轴的直线,中间一条实线为中线(Cl),上、下两条虚线分别为上、下控制界限(UCl和lCl)。横轴表示按一定时间间隔抽取样本的次序,纵轴表示根据样本计算的、表达某种质量特征的统计量的数值,由相继取得的样本算出的结果,在图上标为一连串的点子,它们可以用线段连接起来(如图
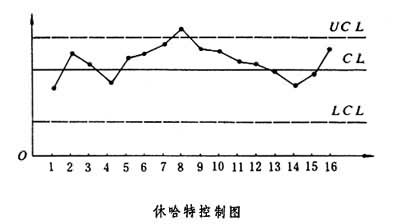 )。
)。根据所考察的质量特征的性质是计量的还是计数的(包括计件和计点的)(见抽样检验),以及所采用的统计量的不同,控制图有不同的类型,常用的有以下几类:①适用于遵循正态分布的计量特征的平均数塣 控制图和极差R控制图,这两个图必须合用,一般称之为塣 -R控制图。其中塣 若用中位数塣 代替,即成为塣 -R控制图。②适用于遵循二项分布的计件特征的不合格品率p 控制图和不合格品数np控制图。③适用于遵循泊松分布的计点特征的缺陷数(或每单位缺陷数)с控制图。
以塣-R控制图为例来说明休哈特控制图的构造原理和使用方法。设所考察的产品的质量特征,在生产过程处于控制状态时,服从正态分布N(μ,σ2),则样本大小为n的样本平均数塣 服从N(μ,σ2/n)。因此对塣 控制图,若以塣的数学期望 μ为中线值,以
 为上、下控制界限,则适当选择k值,可以保证当过程处于控制状态时,样本平均数塣 以很高的概率位于上下控制界限之间,而且应呈随机排列。例如当k=3时,此概率为99.7%。如果某个样本点落到控制界限之外,就认为生产过程失去控制;这种情况虽然在生产过程处于控制状态时也有可能发生,但其概率只有0.3%,可能性很小。在控制图中,一般取k=3,并称所得出的上、下控制界限是按3σ原则取的。虽然落在这些界限中的概率都很大,但并不都是99.7%。采用假设检验的想法,宁可冒微小的风险犯第一类错误而认为生产失控。还有一种可认为是失控的标志,是点子的排列呈现一种系统性的特征。比如有连续 7个点子位于中线的一侧,或连续7点呈现上升(或下降)或某种周期性排列,这些有规律的非随机排列都可能是失控的警告。同样,生产过程中产品质量特征的变差可用样本极差R表示,根据正态分布,R 的数学期望和标准差σ的函数关系就可确定R 控制图的中线位置和上、下控制界限(R的下控制界限如为负数,改取为0)。如果样本点落到控制界限之外,或出现上面所讲的那种有规律的非随机排列,都应作为警告予以注意。由于塣-R控制图是联合使用的,不论是在哪一张图上,只要出现了落到控制线以外的点子,就要考虑停产检查,以防止失控状态继续发展下去。在制作塣-R控制图时,由于μ和σ 都是未知,需要根据过去长期积累的资料估计,也可以在确认生产过程处于控制状态时,抽取多个(一般大于20个)样本,每个样本大小皆为n,计算每个样本的塣与R以及它们的平均值
为上、下控制界限,则适当选择k值,可以保证当过程处于控制状态时,样本平均数塣 以很高的概率位于上下控制界限之间,而且应呈随机排列。例如当k=3时,此概率为99.7%。如果某个样本点落到控制界限之外,就认为生产过程失去控制;这种情况虽然在生产过程处于控制状态时也有可能发生,但其概率只有0.3%,可能性很小。在控制图中,一般取k=3,并称所得出的上、下控制界限是按3σ原则取的。虽然落在这些界限中的概率都很大,但并不都是99.7%。采用假设检验的想法,宁可冒微小的风险犯第一类错误而认为生产失控。还有一种可认为是失控的标志,是点子的排列呈现一种系统性的特征。比如有连续 7个点子位于中线的一侧,或连续7点呈现上升(或下降)或某种周期性排列,这些有规律的非随机排列都可能是失控的警告。同样,生产过程中产品质量特征的变差可用样本极差R表示,根据正态分布,R 的数学期望和标准差σ的函数关系就可确定R 控制图的中线位置和上、下控制界限(R的下控制界限如为负数,改取为0)。如果样本点落到控制界限之外,或出现上面所讲的那种有规律的非随机排列,都应作为警告予以注意。由于塣-R控制图是联合使用的,不论是在哪一张图上,只要出现了落到控制线以外的点子,就要考虑停产检查,以防止失控状态继续发展下去。在制作塣-R控制图时,由于μ和σ 都是未知,需要根据过去长期积累的资料估计,也可以在确认生产过程处于控制状态时,抽取多个(一般大于20个)样本,每个样本大小皆为n,计算每个样本的塣与R以及它们的平均值 及垪,则、垪可分别作为塣控制图和R控制图的中线值,而上、下控制界限也可以根据公式计算。表
及垪,则、垪可分别作为塣控制图和R控制图的中线值,而上、下控制界限也可以根据公式计算。表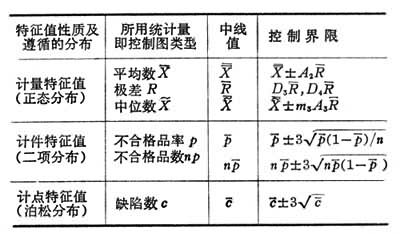 中列出各类休哈特控制图的中线值和控制界限。表中的控制界限都按3σ的原则,即k=3,而取的,A2、A3、D3、D4、m3都是与n有关的常数,称为控制图常数,有专用的数表可查。根据实际问题的性质,k也可取别的数值。k值减小,犯第一类错误(虚报)的概率就增大,而犯第二类错误(漏报)的概率减小。
中列出各类休哈特控制图的中线值和控制界限。表中的控制界限都按3σ的原则,即k=3,而取的,A2、A3、D3、D4、m3都是与n有关的常数,称为控制图常数,有专用的数表可查。根据实际问题的性质,k也可取别的数值。k值减小,犯第一类错误(虚报)的概率就增大,而犯第二类错误(漏报)的概率减小。除了上述的休哈特控制图外,近年来出现了某些新形式的控制图,其基本思想与休哈特图相似,但作图根据的原理则各有不同。其中较重要的是累积和控制图,这种控制图的对象,即标在图上的每一点,是在该点以前所有样本统计量的总和。累积和图的提出,是考虑到在休哈特控制图中,判定过程是否处于控制状态全靠最新的一个或几个样本点,而忽略了较早的样本值中所包含的信息。累积和图把样本统计量累加起来,从而综合了较多的信息,在效率上有所提高。它在外形上与休哈特控制图有所不同,其控制界限不是常数,因此控制界线不是平行的而是围成一个角形区域,角的顶点及夹角大小取决于样本观测结果及错误概率的规定。