熔模铸造(卷名:机械工程)
investment casting
在可熔模样上包覆耐火材料制成型壳,加热熔出模样后型壳经高温焙烧成铸型,并以此来生产铸件的铸造方法。中国早在商代就已掌握了熔模铸造的工艺原理和技术。1978年湖北随县发掘出土的战国早期曾侯乙尊盘就是用熔模法铸造的。现代熔模铸造工艺与古代相比已有很大不同。
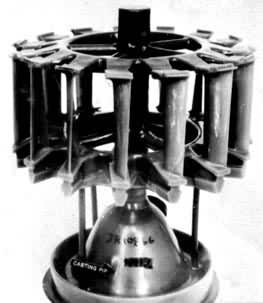
工艺过程 首先将熔融的模料制成模样,模样可以是整体的,也可以是分块制作焊合到一起的。再将制成的可熔模样焊到共用的浇口棒上(图1)。然后在其表面用粘结剂涂覆若干层耐火材料,形成 5~15毫米厚的壳层,经干燥、硬化后将可熔模样由型壳中加热熔出,便得到内腔和铸件形状相同的型壳。这样的型壳再经800~1000℃的高温焙烧,使型壳具有较高的强度并烧除型壳内可能残留的模样。焙烧后的型壳即可作为铸型浇入液态金属,待凝固冷却后,除掉型壳即得到相应的铸件。
模壳材料 制模用的可熔模料一般为各种配比的蜡基材料。蜡料的熔点低,流动性好,可以制成与铸件形状完全一致的模样,因此也称这种铸造方法为失蜡铸造。也有用树脂基模料的,以松香为主要成分,用来生产精度要求高的铸件。制壳用的粘结剂通常为硅酸乙酯水解液或水玻璃和硅溶胶。硅酸乙酯水解液应用最早,也最普遍。而耐火材料则用热膨胀性能稳定、耐火度较高、粒度小的材料,主要为石英和刚玉,以及由SiO2和Al2O3不同含量所组成的硅酸铝等。
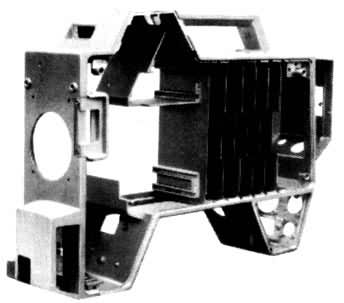
特点和用途 用熔模铸造法制造的铸钢件,设有分型面,尺寸精度可达5~7级,表面粗糙度可达Ra 10~1.25微米。铸件尺寸精确,表面光洁,所以只需要在零件要求较高的部位留少许机械加工余量,可以大幅度地节约金属材料。熔模铸造可以生产结构非常复杂的零件,例如涡轮发动机的耐热合金叶片。这种零件不仅形状复杂,尺寸精确度和表面粗糙度要求高而且难于加工,只有采用熔模铸造才能获得合格的叶片。用熔模铸造法可将原来由几个零件铆接、栓接及焊接组合而成的部件,通过改变零件的结构,成为整体零件直接铸出,既节省机械加工工时又节省金属材料的消耗,零件结构也更合理。熔模铸造也是生产铝合金、镁合金复杂薄壁壳体零件的适宜方法。图2为熔模铸造铸得的铝合金薄壁壳体零件,壁厚仅1~1.5毫米。熔模铸造的生产成本较高,所以熔模铸件的重量大多为几十克到几公斤,并限于技术条件要求很高的铸件。
参考书目
宫克强主编:《特种铸造》,机械工业出版社,北京,1982。