电焊(卷名:电工)
electric welding
直接利用电能熔化或加热金属工件局部并实现工件间永久式联接的一种电加工工艺。生产中常见的电焊工艺方法有电弧焊、电阻焊、电渣焊和等离子焊接。此外,还有利用高频电流加热的高频感应焊,通过高能量密度电子束熔化金属的电子束焊以及利用微波进行加热的微波焊等。通常所说的电焊仅指电弧焊。
电弧焊 利用电弧作热源对金属工件进行焊接。焊接时,电极与工件连接到电弧焊电源的两端,当电极与工件之间产生接触短路或高频击穿气隙时,将使周围气体发生电弧放电,即形成焊接电弧。只要电弧焊电源持续供电,电弧将保持连续的燃烧并成为熔化金属的热源。常见的手工电弧焊工艺方法以焊条作为电极,在电弧燃烧过程中,焊条不断自身熔化,并过渡到工件的待焊区域,与工件熔化部分一起形成焊缝。
电弧焊的质量取决于电弧燃烧的稳定性,即电源-电弧系统的稳定性。通常电弧焊电源的静态工作特性被设计成上升、水平、缓降及陡降等各种外特性形状,以便与不同的电弧负载相匹配。电弧焊电源的动特性是确保电弧焊过程稳定的关键因素。为了改善电源的动特性和其他综合性能,对电弧焊电源进行过多次改进。新型的晶闸管逆变电源(50~100kHz)的动态响应时间仅为整流式焊机的1/300。此外,新研制成功的对电弧进行功率调制的脉冲电弧焊电源,为提高电弧的稳定性创造了良好的条件。
电阻焊 利用流经工件之间的电阻热来加热工件接头区域,在接头处金属处于熔化或塑性状态下,通过压力实现焊接。常见的电阻焊工艺方法主要有对焊、点焊和缝焊。
电阻焊的供电电源通常是一个低压大电流的工频带漏抗的变压器,功率从数千伏安到数千千伏安;电流则从几百安到几十万安。交流电阻焊电源广泛用于钢及不锈钢材料的焊接中。在航空、电子等工业部门,为了焊接铝镁合金而发展了直流脉冲和电容贮能脉冲等直流电阻焊电源。60年代又发展了高频(射频)电阻焊电源。近年来,随着功率电子器件的迅速发展,出现了次级整流式电源和晶闸管逆变式电源。晶闸管逆变式电源(260Hz~20kHz)由于可以大幅度减少焊接变压器的体积和重量,因而首先在电阻焊机器人技术领域内得到了应用。
电渣焊 以电流通过熔渣所产生的电阻热作为热源,对金属工件进行焊接。主要用于大型金属构件的厚板焊接。
电渣焊工艺原理见图。
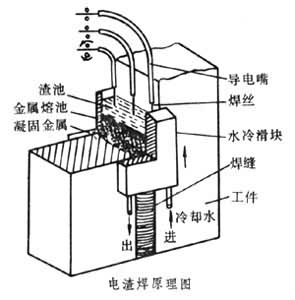 开始时有一个电弧造渣过程,即通过焊丝与引弧板(工件)之间的电弧热量熔化焊剂,使之形成液态的熔渣。当渣池建立以后,电弧即被熄灭进而转入电渣加热过程。焊接电源以焊丝(电极)经过导电的液态熔渣与工件之间构成供电回路。电流通过渣池产生的电阻热不断熔化焊丝及工件的接头边缘部分,沉积的液态金属在渣池的保护下由水冷滑块强制形成焊缝。
开始时有一个电弧造渣过程,即通过焊丝与引弧板(工件)之间的电弧热量熔化焊剂,使之形成液态的熔渣。当渣池建立以后,电弧即被熄灭进而转入电渣加热过程。焊接电源以焊丝(电极)经过导电的液态熔渣与工件之间构成供电回路。电流通过渣池产生的电阻热不断熔化焊丝及工件的接头边缘部分,沉积的液态金属在渣池的保护下由水冷滑块强制形成焊缝。电渣焊根据电极形状的不同分为丝极电渣焊,板极电渣焊,熔嘴电渣焊和管极电渣焊等。电渣焊过程的稳定性取决于电渣过程的稳定。自动控制熔渣的深度,是电渣焊设备自动化的一个主要课题。目前主要用高温探针、超声探头、放射性同位素等作为传感元件对熔渣进行控制。此外,为了维持焊丝伸出长度不变和防止熔池的溢出,电渣焊设备还要求对机头(滑块)上升速度进行自动控制。
等离子焊接 用电弧的特殊形式- 等离子弧作为热源对金属工件进行焊接。普通电弧是两个电极之间自由空间产生的气体导电现象,等离子弧则是两个电极之间约束空间内产生的气体导电现象。把一个电极做成圆筒形喷嘴,或者在两个电极之间设置一个圆筒形压缩喷嘴,电弧的气态导体(弧柱)就被约束(压缩)在喷嘴通道内。当喷嘴通道截面足够小(一般直径为几毫米)时,其压缩作用会使气态导体的电离程度和其中所包含的带电质点-电子和离子的运动速度显著提高,因而电弧的温度和能量密度也显著提高。用等离子弧作为焊接热源时,比用普通电弧获得更集中而有效的连接部位局部加热,使焊接加热效率和焊接速度明显提高,而焊接热影响区大为减小,焊接质量容易控制。适合于焊接不锈钢等高合金钢,钛、锆等合金。用于实际焊接的等离子弧是转移型等离子弧,不能直接生成,须先用高频高压引燃非转移型等离子弧,然后再把其中一个电极从喷嘴转移到工件。
等离子弧除了用于焊接金属工件外,还广泛用于金属堆焊和喷镀。等离子堆焊是用等离子弧作为热源在一种金属表面堆积另一种具有抗磨或抗腐蚀等特殊性能的金属合金。等离子(弧)喷镀用非转移型等离子弧作热源,在一种金属或非金属表面镀上另一种金属或非金属材料。等离子弧还可用于切割金属。不同用途的等离子弧要采用不同的电源电压、压缩喷嘴结构设计及等离子气体介质。