火箭制造(卷名:航空 航天)
rocket manufacturing
按照设计要求制造火箭的过程。火箭(包括探空火箭、运载火箭和各类导弹)制造分研制和定型生产两个阶段。火箭制造厂主要负责箭体制造和全箭总装。箭上安装的发动机、制导和控制仪器设备以及各种特种装置均由专业厂制造供应。第二次世界大战后期,德国首先研制成功V-2液体燃料近程弹道导弹。到50年代,苏联和美国已能制造洲际弹道导弹、人造地球卫星的运载火箭。80年代初全世界已有十多个国家能制造不同类型的火箭,但能独立研制大型火箭和战略导弹的国家仅有美国、苏联、法国和中国。火箭制造和飞机制造相似,也是依次按毛坯制造、零件加工、部件组装、全箭总装和测试的顺序进行的。各种常规工艺方法和特种加工(电加工、化学铣切)在火箭制造中都得到应用。
锻铸毛坯 锻件主要用于承力结构件。由于火箭一次使用的特点,它采用铸造整体结构件的比例大于其他飞行器。铸件中以镁、铝合金的精密铸造件居多,一般用作形状复杂,尺寸精确的薄壳构件,如小型火箭的翼面、整体结构的舱体和活门壳体等。
钣金成形 火箭外形特点为圆柱形,不少零件可以采用旋压、滚弯和拉弯等方法制造。①强力旋压工艺可用于制造固体燃烧火箭外壳、头部锥形蒙皮和球形箱底等零件。旋压需要很大的旋压力,要用特制的强力旋压机床,以几百至上千千牛(几十至上百吨力)的旋压力加到旋轮、板材和模胎相接触的点面上,强力挤压金属材料使其流动变薄。如4毫米厚的毛坯可一次旋压成1毫米厚的工件,误差在±0.05毫米内。旋压件的表面光洁度可达墷5~墷7,而且材料的强度也能提高。②爆炸成形是利用炸药爆燃产生的冲击波能量使零件成形。能量一般通过水介质传递,并以超音速从爆炸点传向各方,在千分之几秒时间内作用于金属的压力达3000兆帕(约30000公斤力/厘米2)。爆炸成形工艺简单,只要阴模,可节省模具费用。适用于大型复杂零件,或难成形的低塑性高强度材料零件,如大直径箱底零件(见钣金成形)。③拉弯成形包括拉伸和弯曲过程。有专用的拉弯成形设备如蒙皮拉形机和型材拉弯机等,广泛用于制造曲面和外廓尺寸较大的板材和型材零件。拉弯成形时用夹头夹紧板材或型材毛坯的端头,在预拉伸中使材料应力达到屈服极限的同时按阳模进行弯曲,使毛坯的全部内表面与阳模贴合,以提高零件的准确度。拉弯成形工艺的关键在于防止因拉力过大而导致零件产生断裂,一般预拉应变应控制在0.15%~1%。
数控铣切 火箭外壳的壁板带有增大结构刚度的、网格状排列的加强筋条。大面积网格壁板虽可用化学铣切法制成,但与机械铣切相比,壁厚不均匀,筋条根部圆角大,零件余重多。采用数控铣切网格壁板能保证壁厚均匀、尺寸精确(可达0.01毫米)、减小余重,从而增加火箭的有效载荷(见数控加工)。采用数控铣切工艺一般需要大型数控铣床。加工时用真空吸盘吸住板材,而且要求板材的平直度较高。
部件装配连接 火箭箭体上的非密封舱体一般采用铆接。火箭贮箱、气瓶和导管等有严格耐压和密封要求的部、组件都采用焊接。最常用的是各种氩弧焊、接触点焊和滚焊。电子束焊适用于膜盒组件和钛合金气瓶等精密构件和难焊材料的焊接(见焊接技术)。
复合结构材料工艺 复合材料在火箭制造中的应用日益增多。用高硅氧、碳和尼龙等纤维或其织物与各种树脂复合,通过缠绕、铺层或模压等成形工艺,制造火箭的承力构件和耐高温构件已取得满意效果。用模型浇注或喷涂后加工制造的泡沫塑料复合结构,具有比重小和良好的隔热效果。用胶接或钎焊制造的金属或非金属蜂窝夹层结构用作舱体、舱口盖和整流罩。
典型贮箱制造 贮箱是液体火箭的主要构成部分,约占火箭全长的2/3,如美国“土星”5号火箭S-1C级的氧化剂贮箱,直径为10.06米,长度为19.5米。受板材宽度的限制,大型贮箱不得不采用分瓣拼焊法制造,其基 本制造过程(图1)
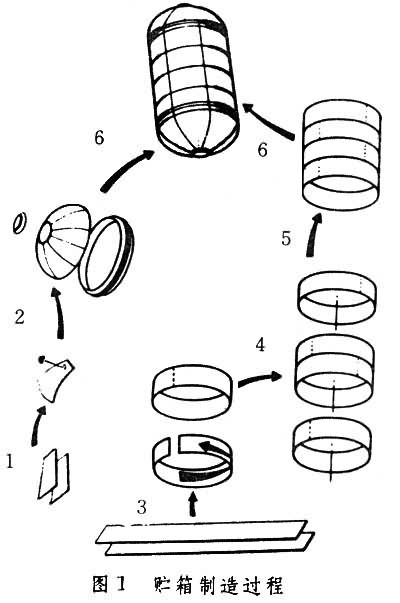 是:①把扇形板材坯料冲压或拉形制成箱底的瓜瓣状单元;②把成形后的瓜瓣件安放在焊接夹具上焊接,构成箱底,再把法兰盘和Y形环焊在箱底上;③把构成贮箱箱壁的板材滚弯成圆筒形;④把滚成圆筒的板材两端沿纵向焊接起来,构成一个圆柱段;⑤把贮箱底与箱壁的若干个圆柱段焊接组装成整体贮箱;⑥封闭整个贮箱。
是:①把扇形板材坯料冲压或拉形制成箱底的瓜瓣状单元;②把成形后的瓜瓣件安放在焊接夹具上焊接,构成箱底,再把法兰盘和Y形环焊在箱底上;③把构成贮箱箱壁的板材滚弯成圆筒形;④把滚成圆筒的板材两端沿纵向焊接起来,构成一个圆柱段;⑤把贮箱底与箱壁的若干个圆柱段焊接组装成整体贮箱;⑥封闭整个贮箱。贮箱圆柱段的另一种制造方法是将板材按整箱圆柱段长度裁成长条料,沿纵向压弯成弧形板,将弧形板安放在焊接夹具上用纵向焊缝连接成圆柱段。这种结构承载情况好,但工艺难度大,工艺装备庞大而复杂。
贮箱材料一般为铝合金或不锈钢薄板。为保证待焊零件的精密定位,一般采用气动焊接夹具把待焊零件牢固定位。如对箱体环形焊缝均采用气动涨圈把待焊圆柱段撑圆、对准。箱体的组装焊接工艺已采用自动焊,如钨极氩弧焊、熔化电极气体保护焊、氦弧焊和局部真空电子束焊等,也采用计算机对焊接过程进行控制。箱体的全部焊缝都须经 X射线透视检查。箱体须经过各项检查,如液压强度、气密检漏、容积测量、外形尺寸以及母线不直度、前后端框同心度和轴线垂直度等。在研制阶段,贮箱须经过静力破坏试验,以验证是否达到设计载荷的要求。
火箭总装 在总装厂通常只按出厂状态(即运输状态)装配火箭。把火箭各系统的设备、仪器、活门、附件、电缆、导管以及直接参与总装的零组件分别装入有关部件构成部段,再把各个部段和发动机对接成为火箭。火箭系统复杂,结构紧凑,工作空间有限,给总装带来很大困难。
总装一般以水平卧式状态,在直线式装配线上按工位顺序进行。工位按部段顺序排列。小型火箭采用地面架车或悬挂输送链传送。中型以上火箭一般采用支座可调的、窝巢式架车在地面轨道上移动。装配采用通用装配工具,主要靠手工操作。大型液体火箭总装一般从两贮箱开始接成中段,再在前端连接仪器舱,后端连接发动机和尾段。头部或航天器一般在试对接后还要拆开单独运送。大型火箭也有以垂直状态总装、水平状态运输的,或在发射基地以垂直状态总装和运输。
检测 火箭在总装中和总装后须进行机械和电气的检查和测试(图2 )。这些检测项目综合性很高,技术要求严格。步骤是单元检测、分系统检测和全系统测试。检测内容包括:①安装前的检测:所有进入总装生产线的产品都经过检测。设备和仪器在专用测试台上进行单元测试。②总装过程中的检测:各部段在预装完成后,按分系统进行气密检查、活门启闭和电路导通等试验。部段对接后进行管路和电路检查,以及重量、重心和同轴度等测量。③总装后的总检查和性能测试:一般在水平状态下进行,有时也作垂直测试,对产品质量作鉴定性检查,包括分系统测试和全系统模拟飞行状态的总检查。

参考书目
基贝尔著,杨彭基译:《飞机与导弹制造》下册,国防工业出版社,北京,1965。(M.P.Guibert,fabrication des Avionset Missiles,Dunod,Paris,1960.)