等静压加工(卷名:矿冶)
isostatic pressing
用高压泵把传压流体介质压入封闭的容器内,容器内的工件在高压流体介质的静态压力作用下成型,成为致密体或粘结一起。等静压工艺可使工件在各个方向上获得均匀的压应力。按加工温度分冷等静压加工和热等静压加工两类。
冷等静压加工 典型工艺是将粉末装入具有弹性的软套中(一般用橡胶或塑料制成),软套封口后放入可密封的容器(缸体)中,液体介质的压力均匀地作用在包套上,再将压力传递到工件上,实现等静压制。常用液体介质为水和油的混合乳液或油,所以有“水静压”、“油静压”之称。冷等静压多用于粉末冶金以获取粉末预成型坯料。20世纪30年代中期,开始应用冷等静压法压制钨、钼以及陶瓷制品。与机械压制相比,由于冷等静压制压力大,工件受力均匀,特别适宜压制大尺寸的粉末制品。压制的粉末制品具有密度高,密度均匀,压制的粉末不需添加润滑剂等优点。常用的冷等静压机的工作压力可高达6500kgf/cm2。按照容器密封结构不同,冷等静压机可分为螺纹式和框架式两类。螺纹式冷等静压机结构简单,但操作劳动强度大,使用过程螺纹磨损严重,通常是容器(缸体)小的等静压机;框架式冷等静压机,设备虽然复杂,但安全可靠,操作简便,通常是容器(缸体)较大的压机。
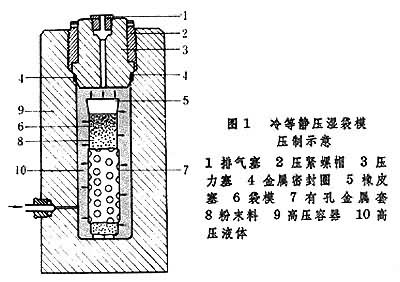
冷等静压制按粉末装入方式不同又分为干袋模压制和湿袋模压制。两者根本区别是:干袋模压制的成型橡皮袋不浸泡在液体介质中,压毕,取出压块和成型模袋,而加压橡皮袋仍留在容器内供下次装料使用;干袋模压制的模袋寿命长,生产效率高,适用于单件连续生产。湿袋模压制(图1)是常用的压制工艺,装料后模袋放入容器并浸泡在液体介质中,压毕同时取出模袋和坯料。该工艺可同时压制各种形状的压件,但脱模耗时长。
热等静压加工 利用高温气体(氩或氦)产生的流体静压力进行加工。1955年美国巴蒂尔研究所首先研制成功,60年代初获得工业应用,解决了核燃料元件的扩散粘结问题。早期热等静压又称“气体加压粘接”(gas-pressure bonding)、“气体加压固结”(gas-pressure consolidation)。60年代中期到70年代初期,由于气体雾化和离心雾化制取高性能粉末工艺的出现和应用,使热等静压工艺获得了很大的发展,成为一种工业生产的方法。热等静压工艺是在高温下加压成型,因而获得制品的孔隙少,密度与熔炼加工材料相近,且晶粒细、各向性能均匀。因此:①热等静压主要应用于高性能的粉末材料制品的成型,如粉末冶金高温合金、粉末冶金高速钢、陶瓷材料等的工业生产,在制取粉末冶金钛合金零件上开展了广泛的研究。②消除硬质合金、铸件、构件或使用后的构件的内部缺陷(如气孔、裂纹等),提高铸件、构件质量或使构件重新返回使用,这也是热等静压的重要应用。③热等静压工艺还应用于固态材料的粘结,例如金属和金属、陶瓷或纤维复合材料的粘结。
热等静压设备通常由装有加热炉体的高压容器、高压气体介质输送、电气、测温和冷却等系统组成(图2)。直到70年代末,虽然最大的热等静压机的缸体尺寸为直径3050mm,长度9150mm;最高气体压力为10500kgf/cm2;最高加热温度为2700℃。但工业生产用的热等静压机一般压力为1500~2000kgf/cm2,温度为1500℃。采用热等静压固结粉末时,将粉末预成型制成坯料或通过振动将粉末直接装入硬质包套中。包套封焊前需在室温或加温抽真空过程中封焊。封焊后的包套放入高压容器。然后,可先打入气体(低于最终气压),再进行升温,由于气体的加热膨胀最终达到所规定的气体压力;也可同时升温和加压。热等静压工艺中,包套的抽空和密封对产品质量有明显的影响,是热等静压工艺的关键之一。包套一般采用金属(软钢、不锈钢、钛等)或陶瓷材料制成。最早采用的是金属包套,适于生产简单形状的制品;陶瓷包套性脆、不致密,需放在金属套中,两层包套之间的间隙用传压介质(陶瓷粉末)填充,陶瓷包套材料适用于形状复杂和尺寸精密的制品。
