粉末冶金电工材料(卷名:矿冶)
electrical applications of powder metallurgy materials
用粉末冶金方法生产的、用于电气设备和仪表以及某些特殊用途的材料和制品。主要是电触头材料,此外还有电阻焊电极和电火花电极材料、 金属-石墨电刷材料、电热合金和热电偶材料等。在发明发电机和电动机的初期,使用的都是石墨或其他纯金属的电刷;到20世纪初,开始应用粉末冶金方法制成的银-石墨、铜-石墨电刷,并在一些继电器和仪表中应用粉末冶金纯钨触头。到30年代,用粉末冶金方法分别研制成功钨-银、钨-铜类高压用触头材料和银-镍、银-氧化镉等低压用触头材料,用它们代替纯银、纯铜触头,性能有很大改善。目前主要使用的触头材料是银基、铜基、钨基和铂族贵金属基等各种触头材料系列,其中大部分是用粉末冶金方法生产的。70~80年代,随着真空开关电器的发展,又研制成功粉末冶金铬-铜系触头。
电触头材料 电触头是各种电力设备和自动化仪表中的关键元件。通过它的分断和接通,达到保护电器,传递、承受和控制电流的目的。小型的电触头也叫电接点。电触头材料一般要求具有以下性能:好的导电导热性,一定的机械强度,低而稳定的接触电阻,高的抗电弧烧损性和抗熔焊性,高的抗介质腐蚀性和易于机械加工等性能。这些性能,一般纯金属或合金很难全部满足。而用粉末冶金制得具有两相结构的复合材料(一相为银或铜,另一相为高熔点金属或金属化合物)则能较好地满足。其中银或铜相提供好的导电导热,容易机械加工和焊接等性能;而较高熔点的金属或金属化合物相则提供高的机械强度,抗电弧烧损和抗熔焊等性能。
电触头按使用的条件可分为高压(电压大于 1kV)、低压(电压为 1kV以下)和弱电(电流为毫安级或以下)三类。
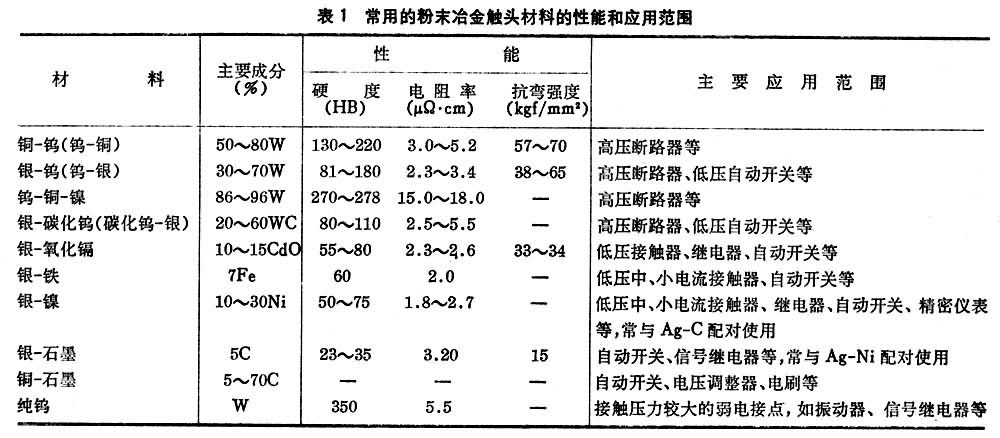
高压触头材料 使用特点是工作电压高,断流容量大,要求具有高的抗电弧烧损性。常用的高压触头多为含钨的复合材料(或钨基材料),如铜-钨(钨-铜)、银-钨(钨-银)、银-碳化钨 (碳化钨-银)、钨-铜-镍等。它们是用高熔点的金属钨或碳化钨作为骨架,将银或铜充填入骨架的间隙组成的复合材料。高熔点骨架保证触头的机械强度、抗电弧烧损性和抗熔焊性,铜和银不但能提高导电导热性和改善加工性能,而且在电弧高温下蒸发时可吸收大量电弧能量,降低电弧温度,从而改善使用条件和降低电弧烧损量。这类触头有两种制造方法:①压制烧结法,用固相或液相烧结;②熔渗法,用熔融的银或铜充填经过压制烧结制成的钨或碳化钨多孔骨架的孔隙;熔渗法制得的材料电弧烧损量低,因此多用此法生产。高压触头材料目前已向耐330kV以上超高压发展。
低压触头材料 特点是使用电压和断流容量较低,但开关比较频繁,要求运行可靠、使用寿命长。这类触头主要用银基材料,如银-镍、银-铁、银-石墨、银-氧化镉、银-氧化铜、银-氧化锡等系列;也有用铜基、钨基或铂族金属基的。在银中加入镍或铁,可提高纯银的抗电弧烧损、抗熔焊和耐磨性能;加入石墨可提高耐磨性和不发生熔焊;因而都可提高触头通、断电流的容量,延长使用寿命。如银-镍和银-石墨触头配对使用,使用寿命较纯银提高几十倍。利用特殊加工方法产生垂直于工作面的纤维组织结构还可进一步改善抗电弧烧损性等性能。 银-氧化镉是目前应用最广泛、品种牌号最多的银基触头材料。在银中加入氧化镉,不仅能提高触头的强度和硬度,而且在电弧作用温度下发生氧化镉的蒸发和分解,吸收电弧能,从而减少触头的电弧烧损,有利于灭弧和防止熔焊,因此这种触头具有优异的综合性能。银-氧化镉触头材料的制成使低压电器的容量和使用寿命达到一个新的水平。这种材料中的氧化镉含量为 5~15%,还可添加少量其他元素以改进性能。银-氧化镉材料的最大缺点是镉蒸气有毒,为此发展了无毒的银-氧化锡、银-氧化铜、银-氧化锌等触头材料,部分地取代了银-氧化镉触头。
弱电触头材料 弱电用触头一般尺寸较小,其使用特点是通过的电流极小,开断时不产生电弧,但操作次数频繁,要求十分可靠,所以接点材料必须接触电阻小而又有很稳定的抗氧化和抗腐蚀性能。这类触头主要用金、银、铂、钯等贵金属及其合金制成,用熔炼法生产。但是在某些接触压力较大的弱电接触时,如振动器、某些信号继电器和仪表,则较多使用粉末冶金生产的纯钨、钨铼或钨钼合金接点(表1)。
电阻焊电极和电火花电极材料 电阻焊是利用电流通过工件时接触电阻发热,并在外压力作用下进行焊接的过程。用于夹持被焊接工件,通过所需电流并传递外压力的电极称为电阻焊电极。电阻焊电极材料应具有好的导电性,高的高温硬度和强度,不会同被焊接材料发生化学反应或粘附等性能。这种电极材料除用熔炼法制成的各种铜合金外,已更多地采用粉末冶金法制成的钨-铜、碳化钨-铜、钨-镍-铁-钼、钨-镍-铜等材料。它们具有比铜合金高得多的高温硬度、强度和抗熔焊、抗电弧烧损性能,而且抗变形性能好,使用寿命长。此外,粉末冶金弥散强化铜-氧化铝 (Cu-Al2O3)合金不仅导电性好,而且高温机械性能高,也已用作电阻焊电极材料。电火花加工所用的铜、银、钨、石墨电极,现也逐步改用钨-铜、钨-银等复合材料。
金属-石墨电刷材料 电刷的作用是将电流从一个转动或滑动的元件传送到一个静止的元件,因此电刷材料也称为滑动触头材料。电刷材料除要求有高导电性外,还要有很好的润滑性和耐磨性。石墨电刷的润滑和耐磨性能好,但耐受电流密度较小(最大为100kA/m2)。用金属-石墨(主要为铜-石墨)制成的电刷,其耐受电流密度可提高一倍(195~230kA/m2),而且耐磨性和抗弯强度也显著提高。常用的电刷材料成分范围为:石墨 5~70%、锡<10%、锌<12%、铅<10%,其余为铜。其抗弯强度为1.8~18kgf/mm2,电阻率为4~500Ω·m。
电热合金和热电偶材料 常用的电热合金(铁基合金、镍基合金)是用熔炼法生产的,只能用于制造在低于1200℃条件下工作的发热元件。更高温度条件下工作的发热元件,就要用熔点更高的金属,如钼、钽、钨等。它们通常用粉末冶金法生产。其使用特点见表2。
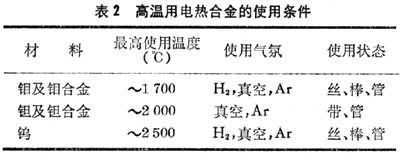
测量1600℃以上高温的热电偶,要用粉末冶金法制作的高熔点材料制成。用钨铼热电偶可测到2800℃高温。常用配对的钨铼热电偶有WRe 5/WRe 20,WRe 3/WRe 25,WRe 5/WRe 26,W/WRe 26等。钨铼热电偶必须在氢或惰性气体或真空条件下使用。
参考书目
В. С. Раковский, СПечеННыеМамериалы вмехНике, Металлургия, Москва, 1978.
松山芳治等:《粉末や金応用製品(Ⅲ)構成部品》,日刊工業新聞社,東京,1964。