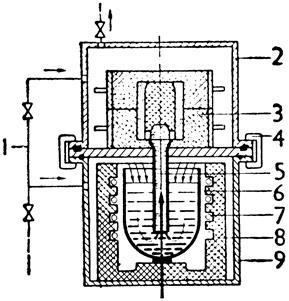
 反压铸造示意图
反压铸造示意图1.空气管路 2.上压力筒 3.铸型 4.夹具 5.升液管 6.坩埚 7.线圈 8.电阻炉衬 9.下压力筒
出处:机械电气卷 • 机械工程 • 机械制造 • 铸 造
| 词条 | 反压铸造 |
| 释义 | 反压铸造 反压铸造 亦称“差压铸造”。利用压差在密封压力罐内进行充型和凝固的一种铸造方法。特点是能通过控制型腔中的反压来调节充型过程;铸件组织致密;大幅度提高力学性能。用于生产对气密性和力学性能要求很高的有色合金铸件。 反压铸造示意图1.空气管路 2.上压力筒 3.铸型 4.夹具 5.升液管 6.坩埚 7.线圈 8.电阻炉衬 9.下压力筒 出处:机械电气卷 • 机械工程 • 机械制造 • 铸 造 反压铸造 亦称“差压铸造”。金属液在反压铸造机中对铸型进行充型的铸造方法。反压铸造机的结构大致由上筒、下筒、中隔板和卡环组成。下筒内放电阻坩埚炉,待金属在坩埚炉中熔炼好,就把中隔板放在下筒上,并在中隔板的中间插下升液管,再把铸型放在中隔板上,使铸型下的浇口对准升液管口,然后把上筒套上,再转动卡环把上下筒夹紧,配合处都有密封圈以免漏气。铸造时上下筒的进气管同时通压缩空气(如6大气压),此时,上下筒间的互通阀打开,所以进气过程中上下筒的压力是相等的。充型开始就关闭互通阀,并逐步打开上筒放气阀,这样上筒内的气压就逐渐低于下筒而造成压差,下筒坩埚中的金属液在压差作用下就通过升液管向上平稳地流向铸型,充型后在一定压差(约0.5大气压)下凝固成形。铸型内金属的凝固一方面能通过压差由浇口进行补缩,另一方面铸件整个内外表面始终受压缩空气的压紧作用,因而所得铸件十分致密,力学性能有很大提高。主要用于生产对气密性和力学性能要求很高的有色合金铸件。 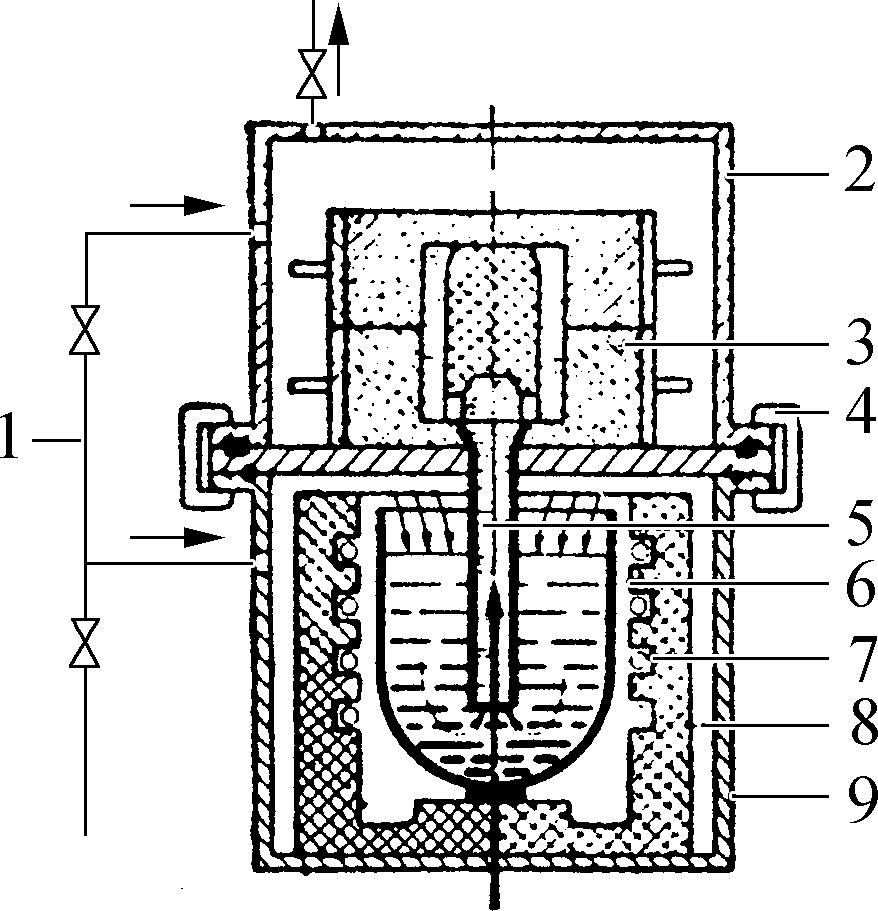 反压铸造示意图 反压铸造示意图1. 空气管路 2. 上压力筒 3. 铸型 4. 夹具 5. 升液管 6. 坩埚 7. 线圈 8. 电阻炉衬 9. 下压力筒 出处:材料科学卷 • 金属材料 • 铸造 |
| 随便看 |
百科全书收录258893条中英文百科知识,基本涵盖了大多数领域的百科知识,是一部内容开放、自由的电子版百科全书。