木材干燥(卷名:农业)
wood seasoning
通过加热并利用木材内、外水蒸气的压力差,使木材含水率降到适用值的过程。木材工业中不可缺少的生产环节。木材干燥的作用在于:减轻重量,节约调运的劳力和费用;防蛀防腐,延长使用年限;防止变形翘曲,增大弹性,有利于提高木制品质量。木材干燥涉及传热、传湿和水分移动、蒸发过程中木材性质变化的机理。干燥理论的应用,干燥方法的选择,以及干燥设备的设计、建造和运转等构成一门专业基础技术学科。
干燥原理 在一般情况下,木材内部的含水率高于外部的含水率;木材加热时,木材外部的温度高于内部的温度。含水率梯度迫使水分由内部向外部移动;而温度梯度迫使水分由外部向内部移动。这两个方向相反的水分移动互相对抗,致使离木材表层不远的地方呈现一个水分移动缓慢区,从而对干燥过程产生阻力。为了避免这种现象,使含水率梯度和温度梯度都是内部高、外部低,往往先用高温、高湿空气(或其他介质)对木材进行预热处理,使木材热透;然后降低空气的温、湿度,开始干燥。
影响干燥速度的因素 有空气(或其他介质)温度、空气湿度、空气通过木材表面的速度、木材的温度和木材含水率梯度等5个因素。 前三者是使木材温度和含水率梯度起变化的外界条件。其中空气温度是主要的外因。木材温度和木材中水分的温度随空气温度的增高而提升。水分的温度升高后,木材中水蒸气的压力和液态水的流度都会加大,这就为加速木材干燥创造了条件。空气湿度和干燥速度的关系是:温度不变时,湿度越低,空气内的水蒸气分压越小,木材表面上的水蒸气越容易向空气中扩散,干燥速度越快;反之,则慢。气流快速运动,使木材表面上方的凝滞空气薄膜(边界层)受到破坏,迅速带走从木材表面吸取了水蒸气的介质,从而改善湿热传递条件,加快干燥进程。木材温度和木材含水率梯度是决定干燥速度的内因。 这5个因素都可以在干燥设备中加以控制。理想的干燥条件是在单位时间内通过单位面积的木材内部水分向外移动的流量,能和木材表面水分向空中蒸发的流量相适应,这时木材表面各层的含水率和当时所趋向的木材平衡含水率之间的差额逐渐缩小,可保证不致因干燥过快而发生木材表面开裂。此外,木材的密度、成材的锯制方向和厚薄等对干燥速度也有影响。但对干燥工艺而言,后者是选择干燥工艺措施时考虑的前提,而不是在干燥过程中要控制的对象。
干燥的原则 在保证干燥质量的前提下提高干燥速度是干燥的基本原则。干燥的质量要求是:已干木材的终含水率及干燥均匀度能满足加工工艺的要求;保持木材的完整性,不发生为工艺规范所不容许的缺陷,不改变木制品应有的性质。干燥速度即单位时间内木材含水率降低的程度。干燥速度越快(或干燥周期越短),所需用的干燥设备与投资越少,干燥成本越低。各种木制品对已干木材终含水率的要求因用途不同而异,如乐器、精密仪器盒为7%;家具、镶木地板为8%;细木工板为8~9%;运动用具为10~12%;窗、门为12%;汽车、铁路客车为10~15%;铁路货车、建筑材料为18%;包装箱为15~18%。实践上还需按产品使用地区的气候条件作适当变动。
在木材干燥过程中,须按不同干燥阶段相应改变干燥室内的相对湿度,据此制订的相对湿度变化程序即干燥基准。不同树种、不同厚度的木材有不同干燥基准,一般分为时间干燥基准和含水率干燥基准两类。前者按时间阶段操作,后者按含水率变化阶段操作,属于按含水率变化阶段操作的还有波动式和半波动式干燥基准。干燥基准的选用是否适当,对木材干燥的产量和质量有直接影响。
干燥方法 工业上应用的主要有3类。
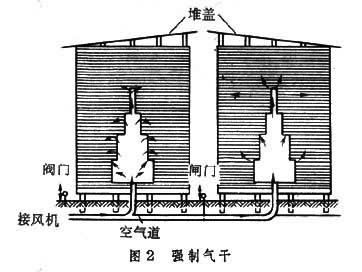
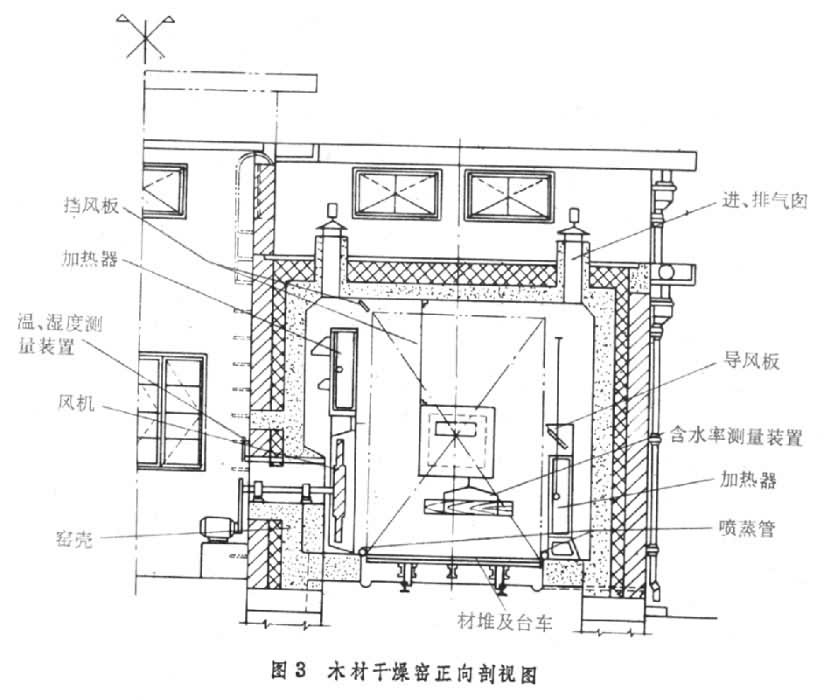
第1类 比较成熟,应用较广。包括:①大气干燥,简称气干法。将木材堆垛成材堆,上置堆顶,下设堆基(图 1),按材种规划材堆之间与木板之间的距离。以太阳能为热源,利用空气自然对流作用使木材干燥。此法适用性广,成本低。但干燥周期长,占地面积大,只能干到和当地气候相应的平衡含水率。充分气干后适于制作在当地使用的木器。②强制气干,是气干法的发展。利用风机加快气流通过材堆的速度,有利于热、湿传递。和气干法相比,周期较短,质量较好,但成本较高。适用于板院小而电源较充裕的企业(图 2)。③常规窑干,又名室干、炉干。以湿空气为传热、传湿介质,温度一般不超过100℃。窑内装有加热器及调湿装置。通过材堆的气流一般为强制循环,按照不同树种、不同温度和不同质量要求,分别选用适当基准进行干燥作业(图 3)。此法应用甚广,若工艺恰当,而且窑的性能良好,可把木材干燥到任何程度,且能保证质量。但投资大,周期虽短于气干法,但仍较长,能源利用率较低,干燥成本较高。④高温窑干。分2类:一以湿空气为介质, 一以常压过热蒸气为介质。后者效果优于前者。窑体及设备与常规法的略同,但窑体对气密性与保温性要求较高。加热器的散热面积大。工艺与常规法类似,但使用的介质温度在100℃以上。适于加工大批量松、杉、椴等木材,干燥速度比常规窑干法快两倍以上,因此窑及设备的投资、建筑用地、能源消耗、干燥成本都相应减少。但透气性差和木射线粗的木材(如栲、核桃楸等)在高温干燥过程中易产生缺陷,对难干材操作时须严格掌握。

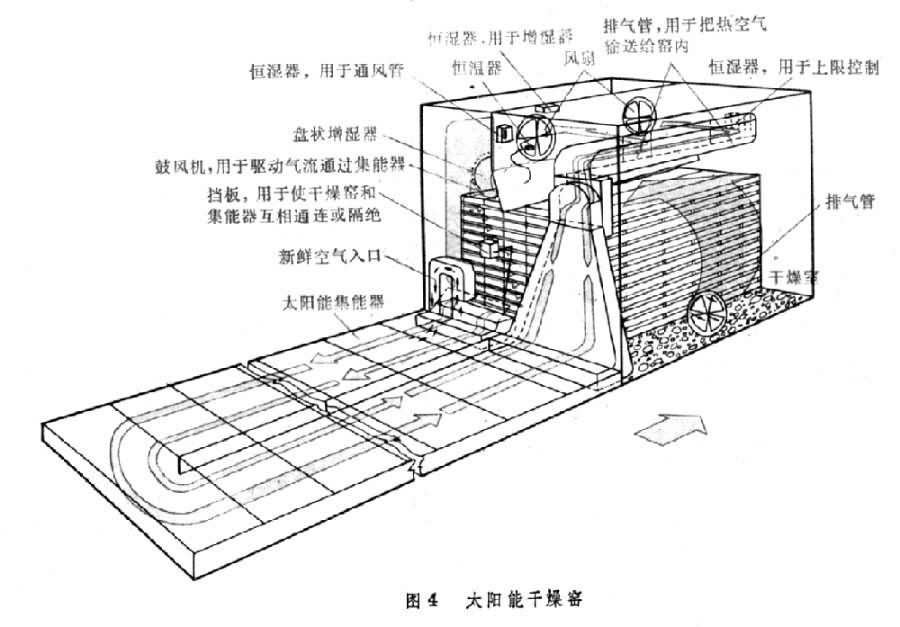
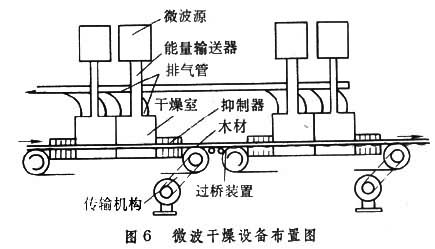
第2类 处于试验阶段,或已初步采用且有发展前途的。主要包括:①太阳能干燥。置材堆于东、西、南3面有玻璃壁的干燥窑内,以太阳能为主要热源,或用集能器和贮热器加强热能利用率,以燃烧燃料的热气体为辅助热源,用喷水器及通风孔调节湿度,用风机引起强制循环,达到干燥目的(图 4)。②真空干燥。把木材置于真空罐内加热,抽真空,造成由木材内部到表面和由表面到外界的水蒸气压力差;又由于木材内的水分在真空下沸点降低,易于气化,就使水分易从木材中蒸发并从真空罐中抽出(图 5)。③微波干燥。在谐振腔加热器或曲折波导加热器中,由于受微波管发生的、 频率为915或2450兆赫的电磁波作用,木材内部因分子间摩擦而产生热量,形成内高外低的蒸气压力差,促使木材快干(图 6)。可用于珍贵木材的干燥。④红外线干燥。将木材置于辐射板、管的照射范围内,接受近红外(波长0.76~4微米)或远红外(波长4~1000微米)热射线的辐射,木材中的水分吸收辐射能后产生共振现象,可使温度迅速提高,引起水分蒸发。远红外线辐射能的热量转换率优于近红外。若采用材堆干燥方式,则红外线辐射元件主要起加热器作用(图 7)。⑤除湿干燥。从窑内抽出的热湿空气在被强制流过除湿装置的蒸发器时,所含热能被蒸发器内气态致冷剂吸取,所含水分凝结成水并被排走;冷干空气流过冷凝器时;从冷凝器内的液态致冷剂,吸取热能,变成热干状态,并在通过电阻丝加热器时进一步提高温度,再入窑作为介质(图 8)。这此方法除太阳能干燥外,大多存在所需投资费用大等问题,正进一步研究改进中。



第3类 是曾被采用,但适用范围较窄,或已很少采用者,如嫌水性液体干燥、离心力干燥、溶剂干燥等。
现在工业上干燥大批量成材采用的主要方法是气干法和窑干法,发展趋势是用快速窑干技术代替常规窑干技术,用强制循环和太阳能加热的气干技术代替常规的气干技术。
木材窑干工艺 在类型众多的木材干燥窑中,以周期式强制循环型应用最广泛,其操作工艺过程有典型性,分 4个阶段:①准备阶段。在材堆进窑之前,检查干燥窑内通风系统、加热系统、仪表及控制器件等是否正常。材堆入窑后,开动风机和加热系统使干燥窑内气体加热,然后关闭窑门。②预热阶段。提高木材温度,并使木材内部水分重新分布以达到均匀。此时为不使水分蒸发,进气门、排气门都需关闭。按木材初始含水率确定介质状态参数,预热时间因树种、材种与季节不同而异,大致为木材每厚 1厘米预热1~2小时。③干燥阶段。按基准要求调节窑内温、湿度,适时启闭进、排气门。当木材含水率降至纤维饱和点以下时,即进行中期处理,停止水分蒸发。同时通过喷蒸,以调节木材中的水分分布状态,缩减含水率梯度,消除干燥应力。中期处理次数系根据树种、厚度、已产生的应力状况而定。④结束阶段。木材干燥到含水率、应力等达到要求时,即可结束干燥过程。此时要进行终了处理,使含水率分布均匀,残余应力消除。处理方法是提高窑内温度及湿度,处理时间大致按木材每厚 1厘米,喷蒸1小时,保持1小时为度。然后使室内介质状态回到基准表最后阶段所定参数,继续干燥到木材断面含水率分布均匀,最后停止加热,通风冷却,卸出材堆。在上述过程中,最主要的问题是根据木材的树种和厚度选择和控制好基准。
干燥缺陷 在生产上若采用了不正确的干燥工艺,干燥的木材会由于干缩不均匀、塑化固定变形和内应力的作用等原因而产生各种缺陷:①开裂。按发生开裂部位不同可分端裂、面裂、内裂(蜂窝裂) 3种,均系干燥不均,各部分水分蒸发速度不一,产生局部应力所造成。防止方法是调整干燥基准,减缓水分蒸发速度。②弯曲。按形状不同可分弓弯(顺纹弯曲)和瓦弯(横纹弯曲)。防止方法是正确使用隔条堆装木材,并在材堆顶部放置重物。③翘曲。是一种复合性变形,瓦弯、弓弯及弯曲、扭转常同时发生,使木材丧失使用价值。采用适当状态的饱和蒸气处理,可使翘曲程度有所减轻。④皱缩。是木材表面过分不均匀的收缩,皱缩往往伴生内裂。采用软基准干燥,适当降低干燥温度,在一定程度上可防止皱缩发生。