化学加工(卷名:机械工程)
chemical machining
利用酸、碱或盐的水溶液对工件材料的腐蚀溶解作用以获得所需形状、尺寸或表面状态的工件的特种加工,英文简称 CHM。化学加工使用的腐蚀液成分取决于被加工材料的性质,常用的腐蚀液有硫酸、磷酸、硝酸和三氯化铁等的水溶液,对于铝及其合金则使用氢氧化钠溶液。化学加工主要分为化学铣削、光化学加工和化学表面处理3种方法。
化学加工的应用较早,14世纪末已利用化学腐蚀的方法来蚀刻武士的铠甲和刀、剑等兵器表面的花纹和标记。19世纪20年代,法国的J.N.涅普斯利用精制沥青的感光性能发明了日光胶板蚀刻法。不久又出现了照相制版法,促进了印刷工业和光化学加工的发展。到了20世纪,化学加工的应用范围显著扩大。第二次世界大战期间,人们开始用光化学加工方法制造印刷电路。50年代初,美国采用化学铣削方法来减轻飞机构件的重量。50年代末,光化学加工开始广泛用于精密、复杂薄片零件的制造。60年代,光刻已大量用于半导体器件和集成电路的生产。
化学铣削
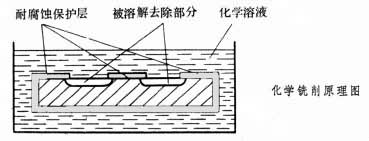 把工件表面不需要加工的部分用耐腐蚀涂层保护起来,浸入适当成分的化学溶液(酸、碱或盐的水溶液)中(见图),露出的需要加工表面与化学溶液产生反应,工件材料不断地被溶解去除,经一定时间达到预定的深度后,取出工件,便获得所需要的形状。工件材料溶解的速度一般为0.02~0.03毫米/分。化学铣削的工艺过程包括:工件表面预处理、涂保护胶、固化、刻型、腐蚀、清洗和去保护层等工序。保护胶一般采用氯丁橡胶或丁基橡胶等。刻型一般用小刀沿样板轮廓切开保护层并使之剥除。化学铣削适合于在薄板、薄壁零件表面上加工出浅的凹面和凹槽,如飞机的整体加强壁板、蜂窝结构面板、蒙皮和机翼前缘板等部件,也可用于减小锻件、铸件和挤压件局部尺寸的厚度,以及蚀刻图案等。加工深度一般小于13毫米。化学铣削的优点是工艺和设备简单、操作方便和投资少,缺点是加工精度不高(一般为±0.05~±0.15毫米),在保护层下的侧面方向上也产生溶解,并在加工底面和侧面间形成圆弧状,难以加工出尖角或深槽。化学铣削不适合于加工疏松的铸件和焊接的表面。随着数字控制技术的发展,化学铣削的某些应用领域已被数字控制铣削所代替。
把工件表面不需要加工的部分用耐腐蚀涂层保护起来,浸入适当成分的化学溶液(酸、碱或盐的水溶液)中(见图),露出的需要加工表面与化学溶液产生反应,工件材料不断地被溶解去除,经一定时间达到预定的深度后,取出工件,便获得所需要的形状。工件材料溶解的速度一般为0.02~0.03毫米/分。化学铣削的工艺过程包括:工件表面预处理、涂保护胶、固化、刻型、腐蚀、清洗和去保护层等工序。保护胶一般采用氯丁橡胶或丁基橡胶等。刻型一般用小刀沿样板轮廓切开保护层并使之剥除。化学铣削适合于在薄板、薄壁零件表面上加工出浅的凹面和凹槽,如飞机的整体加强壁板、蜂窝结构面板、蒙皮和机翼前缘板等部件,也可用于减小锻件、铸件和挤压件局部尺寸的厚度,以及蚀刻图案等。加工深度一般小于13毫米。化学铣削的优点是工艺和设备简单、操作方便和投资少,缺点是加工精度不高(一般为±0.05~±0.15毫米),在保护层下的侧面方向上也产生溶解,并在加工底面和侧面间形成圆弧状,难以加工出尖角或深槽。化学铣削不适合于加工疏松的铸件和焊接的表面。随着数字控制技术的发展,化学铣削的某些应用领域已被数字控制铣削所代替。光化学加工 利用照相复制和化学腐蚀相结合的技术在工件表面加工出精密复杂的凹凸图形或形状复杂的薄片零件的化学加工法。它包括光刻、照相制版、化学冲切(或称化学落料)和化学雕刻等。其加工原理是先在薄片形工件两表面涂上一层感光胶;再将两片具有所需加工图形的照相底片对应地覆置在工件两表面的感光胶上,进行曝光和显影。感光胶受光照射后变成耐腐蚀性物质,在工件表面按照相应的加工图形而形成耐腐蚀涂层。然后将工件浸入(或喷射)化学腐蚀液中,由于耐腐蚀涂层能保护其下面的金属不受腐蚀溶解,从而可获得所需要的加工图形或形状。光化学加工的用途较广。其中化学冲切主要用于各种复杂微细形状的薄片(厚度一般为0.025~0.5毫米)零件的加工,特别是对于机械冲切有困难的薄片零件更为适合。这种方法可用于制造电视机显象管障板(每平方厘米表面有5000个小孔)、薄片弹簧、精密滤网、微电机转子和定子、射流元件、液晶显示板、钟表小齿轮、印刷电路、应变片和样板等。化学雕刻主要用于制作标牌和面版。光刻主要用于制造晶体管和集成电路或大规模集成电路。照相制版主要用于生产各种印刷版。
化学表面处理 包括酸洗、化学抛光和化学去毛刺等。工件表面无须施加保护层,只要将工件浸入化学溶液中腐蚀溶解即可。酸洗主要用于去除金属表面的氧化皮或锈斑;化学抛光主要用于提高金属零件或制品的表面光洁程度;化学去毛刺主要用于去除小型薄片脆性零件的细毛刺。
参考书目
佐藤敏一:《金属ェッチング技術》槙書店,東京,1973。