插齿刀(卷名:机械工程)
gear shaper cutter
一种齿轮形或齿条形齿轮加工刀具。插齿刀用于按展成法(见齿轮加工)加工内、外啮合的直齿和斜齿圆柱齿轮。插齿刀的特点是可以加工带台肩齿轮、多联齿轮和无空刀槽人字齿轮等。特形插齿刀还可加工各种其他廓形的工件,如凸轮和内花键等。(见彩图)



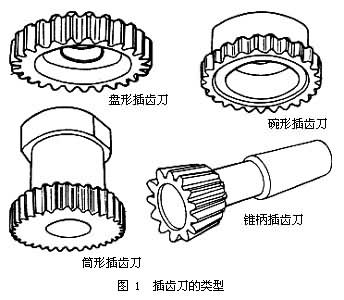
插齿刀按外形分为盘形、碗形、筒形和锥柄4种(图1)。盘形插齿刀主要用于加工内、外啮合的直齿、斜齿和人字齿轮。碗形插齿刀主要加工带台肩的和多联的内、外啮合的直齿轮,它与盘形插齿刀的区别在于工作时夹紧用的螺母可容纳在插齿刀的刀体内,因而不妨碍加工。筒形插齿刀用于加工内齿轮和模数小的外齿轮,靠内孔的螺纹旋紧在插齿机的主轴上。锥柄插齿刀主要用于加工内啮合的直齿和斜齿齿轮。
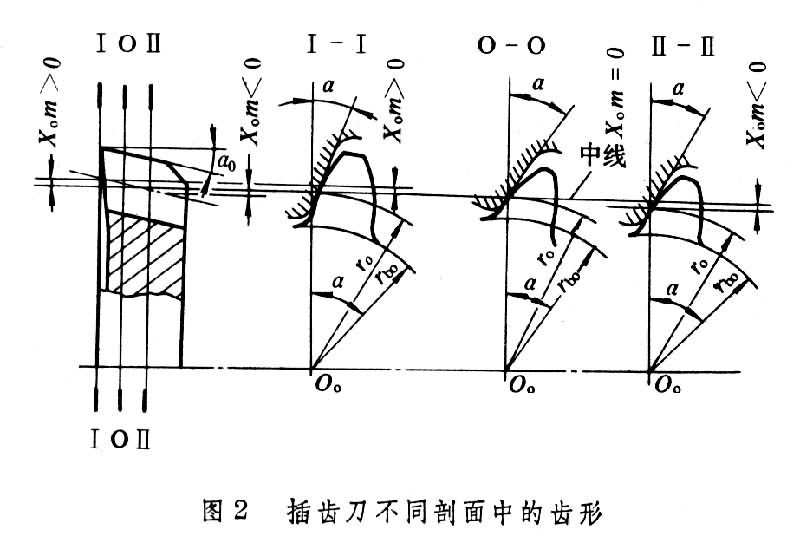
为了产生后角(见刀具)和重磨后不影响所加工齿轮的齿形,在垂直于插齿刀轴线的各剖面内做成变位齿轮的形状,变位系数X0由前端面向后端面逐渐减小,并由正变负(图2)。插齿刀在使用中受到一些限制。①齿轮根切的限制:插齿刀的齿顶在切削过程中切入被切齿轮根部的渐开线齿形时称为根切,被加工齿轮的齿数越少,根切的可能性就越大。②齿轮顶切的限制:顶切是指被切齿轮的齿顶进入插齿刀根部齿形以内而被切去齿顶的现象,插齿刀齿数和变位系数越小越容易产生顶切。③齿轮过渡曲线干涉的限制:插齿刀在切齿时,不能在整个齿面上切出渐开线齿形,在齿轮根部是过渡曲线。插齿刀齿数越少、齿形变位系数越大,则过渡曲线就越长,如配对齿轮的齿顶与该过渡曲线接触即产生干涉。④对加工内齿轮的插齿刀,则还应考虑插齿刀在径向切入过程中不发生顶切的限制。
标准插齿刀的精度按国际标准分为AA级、A级和B级3种,在通常条件下分别用于加工6、7和8级精度的齿轮。为加工需要再剃齿或磨齿的齿轮,要分别使用剃前或磨前插齿刀,使齿轮齿面留有一定的加工余量,因此这些插齿刀的齿形需要专门设计。
在加工外啮合和内啮合的斜齿轮和人字齿轮时,需要用斜齿插齿刀。加工一对外啮合的斜齿圆柱齿轮时,需要用两把斜齿插齿刀,其旋向与被加工齿轮相反;加工一对内啮合的斜齿圆柱齿轮时,加工内齿斜齿轮的刀具与齿轮的旋向相同。斜齿插齿刀由于刀齿倾斜,两侧刃的前角相差很大,一侧为正前角,另一侧为负前角,为了改善插齿刀的工作条件,需要采用特殊的刃磨。
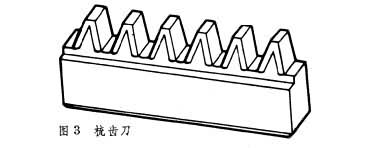
梳齿刀(图3)的工作原理与插齿刀相仿,它可被看作是插齿刀齿数为无穷多时的一个特例,有直齿和斜齿两种。梳齿刀形状简单,制造方便,用于加工外啮合直齿、斜齿与人字齿轮,特别适用于加工较大模数的齿轮。
一般插齿刀均用高速钢制造,硬质合金插齿刀还处于试验研究阶段。