氧气顶吹转炉炼钢(卷名:矿冶)
top-blown converter steelmaking
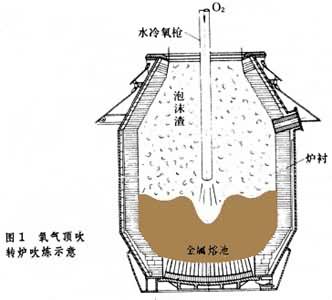
用纯氧从转炉顶部吹炼铁水成钢的转炉炼钢方法。自50年代初投入工业生产以来,在世界范围内得到迅速推广,逐步取代空气转炉法和平炉炼钢法,成为现代炼钢的主要方法。最早建于奥地利的林茨(Linz)和多纳维茨(Donawiz),因而亦称LD法。在美国通常称为BOF法。顶吹氧气转炉的金属炉料主要是铁水,约占金属总装料量的70~85%,其余部分是废钢(个别厂采用富铁矿或球团矿)。通过氧枪从熔池上面垂直向下吹入高压(6~10大气压)的纯氧(含O299.5%以上),氧化去除铁水中的硅、锰、碳和磷等元素,并通过造渣进行脱磷和脱硫。各种元素氧化所产生的热量,加热了熔池中的液态金属(从铁到钢),使钢水达到规定的化学成分和温度(图1)。
冶炼一炉钢的吹炼时间一般为15~20分钟。总冶炼时间(从出钢到下一次出钢的时间)一般为30~45分钟。冶炼操作进程示例见图2。

装入转炉的金属炉料(铁水+废钢)数量与炉容比有关。一般情况下:

吹炼过程 氧枪 多数工厂氧枪使用三孔喷头。为使喷出的氧流具有足够的动能来搅动熔池,并在熔池表面具有适当的冲击半径,设计喷头时,一般采用下列参数:喷头氧流出口速度约为2.0马赫数(声速的2倍),喷头前氧压应大于8.0绝对大气压,三孔喷头的小孔间夹角为9°~12°,供氧强度通常为3.0~4.5标米3/(吨·分)。
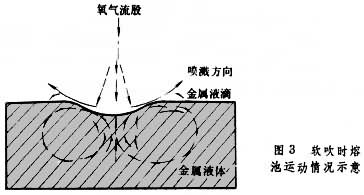
枪位 操作枪位是指喷头端面到静止熔池金属液面的距离。由于氧气射流随射程增长而速度逐渐衰减,所以调整枪位可以控制射流对熔池的冲击力和冲击面积。在吹炼中熔池运动状况对杂质的氧化成渣、金属成分、温度、喷溅和炉龄等都有很大影响。由冷态模型实验可看出,氧气流股对熔池的作用有两种状况:
① 浅吹或软吹 当枪位高或氧压低时,氧气射流的动能较小,只能在熔池表面冲击出一个“浅坑”,由于凹坑表面反射气流的作用, 带动附近的金属液向上运动,导致离凹坑较远处的金属液向下运动。这种状况称为”浅吹”或“软吹”(图3)。
② 深吹或硬吹 当枪位低或氧压高时,氧气射流的动能较大,能将熔池冲击出一个“深坑”。这时,一部分金属被粉碎成小液滴,大部分随反射气流飞溅到炉渣中,某些金属液滴被吸入氧气射流中并被氧化。同时,射流本身撞击金属液面,形成气泡。被氧化了的金属液滴和氧气气泡以高速“冲入”金属熔池,共同参与熔池的循环运动。除在熔池中心处的金属液向下运动外,在凹坑周围的金属液由于泡沫上浮而向上运动,靠近炉衬的金属液又重新向下运动。这种状况称为“深吹”或“硬吹”(图4)。

在氧流和金属凹坑表面及其附近,发生激烈氧化反应,并放出大量热量,使该处温度高达2000~2600℃;此区域称为“一次反应区”。整个转炉炉膛内充满由炉渣-金属液滴-气泡组成的乳浊液 (通称泡沫渣)。从生产中的转炉取样表明,沿炉体高度方向,在靠近炉底处有少量单相金属液体,往上则炉渣液滴和气泡数量逐渐增加,越接近炉口,乳浊液中的金属滴越少。
调节氧气射流对熔池的作用状态,如调整氧枪喷口和液面的相对位置,是控制氧气顶吹转炉吹炼过程的重要手段。
吹炼中金属和炉渣成分的变化 氧气顶吹转炉吹炼时,由于一次反应区的温度很高,吹炼初期铁水中的碳就会被氧化。又由于氧气顶吹转炉能调整氧枪枪位,有效地控制成渣状况和渣中氧化铁含量,从而能在脱碳的同时进行脱磷,这是氧气顶吹转炉区别于底吹转炉的重要特点。吹炼过程中金属熔池和炉渣的成分变化例示于图5。

吹炼中物料平衡和热平衡 分别示例于表1和表2。

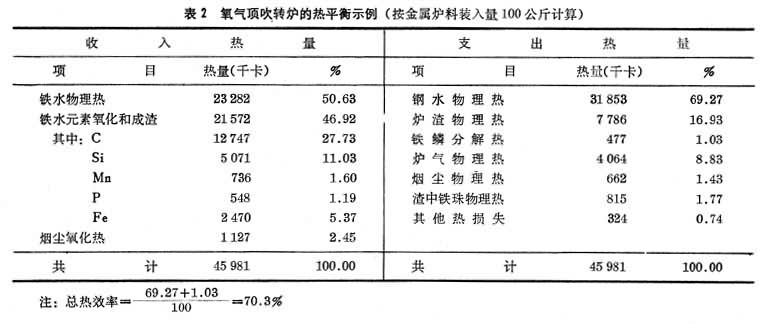
在炼钢热源中,铁水的物理热和化学热各占50%左右。化学热主要来自硅和碳的氧化,其次是铁的氧化。氧气顶吹转炉的总热效率约为70%。炉气不仅带出相当一部分物理热,而且炉气中一氧化碳本身所含的化学热,在炉内也未能利用起来。因此,炉气的回收和利用,是节能的重要课题。
过程控制 氧气顶吹转炉炼钢的冶炼周期短,需要控制和调节的参数相当多。加上冶炼的钢种日益增多,对质量的要求越来越高;炉子的容量也不断增大,单凭操作人员的经验来控制,已不能适应需要。应用电子计算机于氧气顶吹转炉的过程控制,能对冶炼的各种参数,进行快速、准确的计算和处理,给出所需的综合结果,指出合理的操作方式和内容,可以进行自动控制。
计算机静态控制 采用计算机控制转炉吹炼,早期都为静态控制;就是通过模拟炼钢工的操作经验,或者根据物料平衡和热平衡建立起的数学模型,按照吹炼时间或者按分配的氧量(中途不调整参数)完成预定的操作程序。其控制的基本原则如图6。

由于静态控制不能在吹炼中途按变化的情况调整吹炼,又由于吹入炉内氧气的分配,受炉内反应、化渣和熔池搅动状况的影响,而钢液温度又受一氧化碳二次燃烧量、炉衬温度和废钢形状的影响,所以控制吹炼终点的命中率(钢液温度和钢中含碳量同时达到目标要求)较低,通常只达40~60%。为了提高吹炼控制的终点目标命中率,就必须在吹炼过程中设法取得中间信息,借以调整吹炼参数,即必须采取吹炼的动态控制。
计算机动态控制 动态控制的终点目标命中率要比静态控制高得多,通常为85~95%。实现计算机动态控制的关键在于能有一个取得吹炼中间信息的良好测试手段。目前已有多种能够检测中间信息的方法,诸如炉气定碳等。但是,真正广泛用来配合动态控制的测试手段为转炉副枪。即在氧气顶吹转炉氧枪旁边,另安装一根可随时升降的水冷枪。副枪本身包括:枪身(由三层不同半径的钢管组成)、传动设备、探头、自动更换探头的装置和副枪动作的程序控制系统等。测温由位于探头下部的热电偶进行,定碳由探头内的一个样杯,用结晶定碳法实现。副枪上安装的探头每次使用后,即行更换。副枪可在吹炼过程中进行测定工作。副枪测出的数据直接送入电子计算机,进行计算,由计算机自动调整和控制各种操作参数。
目前在实际生产中应用的计算机控制吹炼的方法,多为副枪点测和静态、动态相结合的控制方法。静态控制主要用于吹炼的前半期,此时由于熔池中碳、硅、磷浓度比较高,吹入炉内氧气几乎全部用于氧化这三个元素,氧的分配率可以掌握。因此,静态控制在此阶段中,能有较高的精确度。但是,到了吹炼的后半期,碳、硅、磷三元素浓度减小,有一定数量氧气,被消耗于铁的氧化,氧的分配率不能掌握,以致温度和碳偏离控制轨道。因此,在后期需要采用动态控制。大约在距终点前 3分钟左右,下降副枪取得温度和碳的信息,通过计算机运算,适当添加冷却剂并调整吹入氧量,纠正偏离的轨道,从而命中终点目标。从某种意义上说后期阶段的动态控制,实际上也是变相的短时间静态控制(图7)。

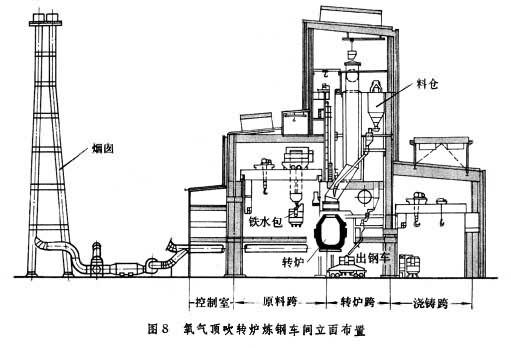
车间布置和转炉设备 氧气顶吹转炉车间 通常按一个车间投置两座转炉,开动一座;或设置三座转炉,开动两座;来考虑车间的布置。把转炉安装在高架的专门跨间内,是氧气顶吹转炉车间设计的一个特征。沿跨间的高度方向设置多层平台,装设氧枪、副枪、供料和烟气净化等设备。一般是将此跨间设在装料跨与浇铸跨之间。有的车间把此跨间设在装料跨外侧,这样出钢车就需穿过装料跨进入浇铸跨。
转炉的冶炼时间短,出钢次数频繁,必须在布置上尽可能减少各操作工序相互干扰,因此组成跨间数目较多(一般为3~4个)。近年采用连续铸钢,使组成跨间有进一步增多的趋势。转炉兑铁水和加废钢操作,均在装料跨内进行。为了避免干扰,有关设备分别布置在装料跨的两端。铁水经混铁炉或混铁车倾入开口铁水包,并用吊车从一端运向转炉;废钢则从另一端装槽并吊运至转炉。根据转炉容量大小,设置一个或两个浇铸跨。在浇铸跨内布置铸锭列车线或连铸设备。脱模、整模操作或铸坯冷却、堆存,在相邻跨间内进行。氧气顶吹转炉车间的典型布置见图8。
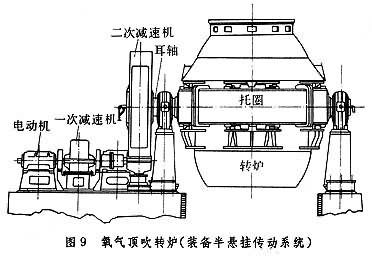
转炉设备 氧气顶吹转炉由炉体、托圈、耳轴和倾动机械等组成。炉体为钢板焊接体,可分为炉帽、炉身和炉底三个部分。炉帽一般和炉身焊成一体。炉底有的与炉身焊成一体,称为“死炉底”;有的可以拆卸,称为“活炉底”。绝大多数转炉都有支承炉身的托圈。以前也有把炉体直接固结在耳轴上的转炉。这种不带托圈的结构容易引起炉壳变形,造成耳轴上翘,影响倾动。通常,耳轴均通水冷却,也有连托圈一道冷却的。早期的转炉倾动设备为了自锁,采用蜗轮蜗杆传动,传动效率较低;近年来新建的转炉,一般均用全正齿轮传动系统。这种传动系统的类型很多,大致可分成“全悬挂”和“半悬挂”两种。倾动速度一般为每分钟0.8~1.5转。全悬挂系统的所有传动设备包括电动机在内,都放置在二次(末级)减速机箱壳上,并一起吊挂在耳轴上,具有布置紧凑、设备轻的优点。“半悬挂”传动系统的特点,主要在于电动机和一次(初级)减速机采取落地布置。两种形式均具有适应耳轴变形的优点。一种半悬挂式的转炉设备见图9。
氧气顶吹转炉主要经济指标 以150~300吨转炉为例,主要经济指标如下:
冶炼时间 30分钟
其中:吹氧时间 18~20分钟
氧气消耗 48~58标米3/吨
钢铁料消耗 1096~1150公斤/吨
废钢比 20~30%
石灰消耗(包括白云石) 60~70公斤/吨
萤石消耗 1.5~3.0公斤/吨
铁矿石消耗 30~50公斤/吨(高铁水比时)
炉衬消耗 3~7公斤/吨
电耗 9~12千瓦·时/吨
转炉单位公称吨年产钢 10000~15000吨
参考书目
R.D.佩尔克等著,邵象华、楼盛赫等译校:《氧气顶吹转炉炼钢》,冶金工业出版社,北京,(上册)1980,(下册)1982。(R.D.Pehlke,ed., BOF Steelmaking,AIME,1974~1977.)