化学热处理(卷名:矿冶)
thermo-chemical treatment
化学热处理是利用化学反应、有时兼用物理方法改变钢件表层化学成分及组织结构,以便得到比均质材料更好的技术经济效益的金属热处理工艺。由于机械零件的失效和破坏大多数都萌发在表面层,特别在可能引起磨损、疲劳、金属腐蚀、氧化等条件下工作的零件,表面层的性能尤为重要。经化学热处理后的钢件,实质上可以认为是一种特殊复合材料。心部为原始成分的钢,表层则是渗入了合金元素的材料。心部与表层之间是紧密的晶体型结合,它比电镀等表面复护技术所获得的心、表部的结合要强得多。
目的 ①提高零件的耐磨性 采用钢件渗碳淬火法可获得高碳马氏体硬化表层;合金钢件用渗氮方法可获得合金氮化物的弥散硬化表层。用这两种方法获得的钢件表面硬度分别可达HRC58~62及HV800~1200。另一途径是在钢件表面形成减磨、抗粘结薄膜以改善摩擦条件,同样可提高耐磨性。例如,蒸汽处理表面产生四氧化三铁薄膜有抗粘结的作用;表面硫化获得硫化亚铁薄膜,可兼有减磨与抗粘结的作用。近年来发展起来的多元共渗工艺,如氧氮渗,硫氮共渗,碳氮硫氧硼五元共渗等,能同时形成高硬度的扩散层与抗粘或减磨薄膜,有效地提高零件的耐磨性,特别是抗粘结磨损性。
②提高零件的疲劳强度 渗碳、渗氮、软氮化和碳氮共渗等方法,都可使钢零件在表面强化的同时,在零件表面形成残余压应力,有效地提高零件的疲劳强度。
③提高零件的抗蚀性与抗高温氧化性 例如,渗氮可提高零件抗大气腐蚀性能;钢件渗铝、渗铬、渗硅后,与氧或腐蚀介质作用形成致密、稳定的Al2O3、Cr2O3、SiO2保护膜,提高抗蚀性及高温抗氧化性。
通常,钢件硬化的同时会带来脆化。用表面硬化方法提高表面硬度时,仍能保持心部处于较好的韧性状态,因此它比零件整体淬火硬化方法能更好地解决钢件硬化与其韧性的矛盾。化学热处理使钢件表层的化学成分与组织同时改变,因此它比高、中频电感应、火焰淬火等表面淬火硬化方法效果更好。如果渗入元素选择适当,可获得适应零件多种性能要求的表面层。
类别 化学热处理的方法繁多,多以渗入元素或形成的化合物来命名,例如渗碳、渗氮、渗硼、渗硫、渗铝、渗铬、渗硅、碳氮共渗、氧氮化、硫氰共渗和碳、氮、硫、氧、硼五元共渗,及碳(氮)化钛覆盖等。各种化学热处理的效用和适用钢种见表。
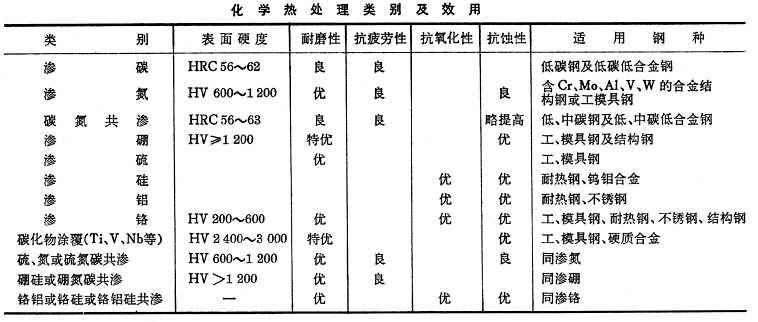
应根据零件的性能要求以及工艺的易行性与经济指标,合理地选用工艺类型。例如,渗碳与渗氮可提高零件的耐磨性;但渗碳是在高温(900~1000℃)下进行,在不太长的时间内(6~10小时)可获得可观的渗层,故一般要求硬化层较深(0.9~2.5mm)的耐磨零件多采用渗碳处理,既可满足性能要求,又较经济。当零件尺寸变形要求很严时,采用低温(500~600℃)进行的渗氮处理,可保证零件尺寸精度;但渗氮层增厚缓慢,渗氮时间常需十几甚至几十个小时,是一种不经济的方法。
化学热处理的基本过程 化学热处理包括三个基本过程,即①化学渗剂分解为活性原子或离子的分解过程;②活性原子或离子被钢件表面吸收和固溶的吸收过程;③被渗元素原子不断向内部扩散的扩散过程。
分解过程 化学渗剂是含有被渗元素的物质。被渗元素以分子状态存在,它必须分解为活性原子或离子才可能被钢件表面吸收及固溶,很难分解为活性原子或离子的物质不能作渗剂使用。例如普通渗氮时不用氮而用氨,因为氨极易分解出活性氮原子[N]:
2NH3
 3H2+2[N] (1)根据化学反应热力学,分解反应产物的自由能必须低于反应物的自由能,分解反应才可能发生。但仅满足热力学条件是不够的,在生产中实际应用还必须考虑动力学条件,即反应速度;提高反应物的浓度和反应温度,虽然均可加速渗剂的分解,但受材料或工艺等因素的限制。在实际生产中,使用催化剂以降低反应过程的激活能,可使一个高激活能的单一反应过程变为由若干个低激活能的中间过渡性反应过程,从而加速分解反应。铁、镍、钴、铂等金属都是使氨或有机碳氢化合物分解的有效催化剂,所以钢件表面本身就是很好的催化剂,渗剂在钢件表面的分解速率比其单独存在时的分解速率可以提高好几倍。
3H2+2[N] (1)根据化学反应热力学,分解反应产物的自由能必须低于反应物的自由能,分解反应才可能发生。但仅满足热力学条件是不够的,在生产中实际应用还必须考虑动力学条件,即反应速度;提高反应物的浓度和反应温度,虽然均可加速渗剂的分解,但受材料或工艺等因素的限制。在实际生产中,使用催化剂以降低反应过程的激活能,可使一个高激活能的单一反应过程变为由若干个低激活能的中间过渡性反应过程,从而加速分解反应。铁、镍、钴、铂等金属都是使氨或有机碳氢化合物分解的有效催化剂,所以钢件表面本身就是很好的催化剂,渗剂在钢件表面的分解速率比其单独存在时的分解速率可以提高好几倍。吸收过程 工件表面对周围的气体分子、离子或活性原子具有吸附能力,这种表面的物理或化学作用称为固体吸附效应(见晶体表面。气体分子或者被钢件表面吸附,并且由于铁的催化作用而使其加速分解为活性原子;或者先分解为活性原子或离子,再被钢件表面吸附。以上两种情况何者为主,视工艺而定。被吸附的活性原子或离子在钢件表面溶入铁的晶体点阵内,形成固溶体;如果被渗元素的浓度超过了该元素在铁中的固溶度,则形成相应的金属间化合物(见合金相),这些过程称为吸收过程。
扩散过程 渗入元素的活性原子或离子被钢件表面吸收和溶解,必然不断提高表面的被渗元素的浓度,形成心部与表面的浓度梯度。在心、表部之间浓度梯度的驱动下,被渗原子将从表面向心部扩散。在固态晶体中原子的扩散速率远低于渗剂的分解和吸收过程的速率,所以扩散过程往往是化学热处理的主要控制因素。这就是说强化扩散过程是强化化学热处理生产过程的主要方向。由扩散方程(见金属中的扩散)可知,提高温度,增大渗入元素在金属中的扩散常数,减小其扩散激活能的因素均可加速扩散过程。由于化学热处理的三个过程是相互联系的,在某些具体条件下分解与吸收两个过程也有可能成为主要控制因素。
渗层组织的形成规律 对一定的渗入温度,在缓慢冷却的情况下,渗层组织的形成,遵循合金相图的规律;在化学热处理后进行淬火的情况,则要考虑淬火组织的特点。但不论何种情况,渗层均可当作含有较高渗入元素浓度的材料来考虑,需要注意的是渗入元素的浓度是有梯度的。
以比较简单的渗碳层为例。经渗碳后,表面碳浓度一般约为0.9~1.2%;其浓度变化曲线如图1所示。在渗碳温度(920℃)时,渗碳层为高碳奥氏体,心部为低碳奥氏体。总之,整个截面是单相奥氏体组织。如果缓慢冷却到室温,那么其组织基本上遵循铁碳平衡图的规律变化。碳浓度超过共析浓度的最表层将会沿奥氏体晶界析出渗碳体,其组织相当于过共析钢的退火组织;碳浓度为共析浓度的次表层,其组织相当于共析钢的退火组织;碳浓度从共析浓度降至心部浓度的过渡层,其组织相当于相应碳浓度的亚共析钢的退火组织。通常渗碳后需重新加热进行淬火及低温回火,这时各层的组织则是相应碳浓度的钢的淬火及低温回火组织。

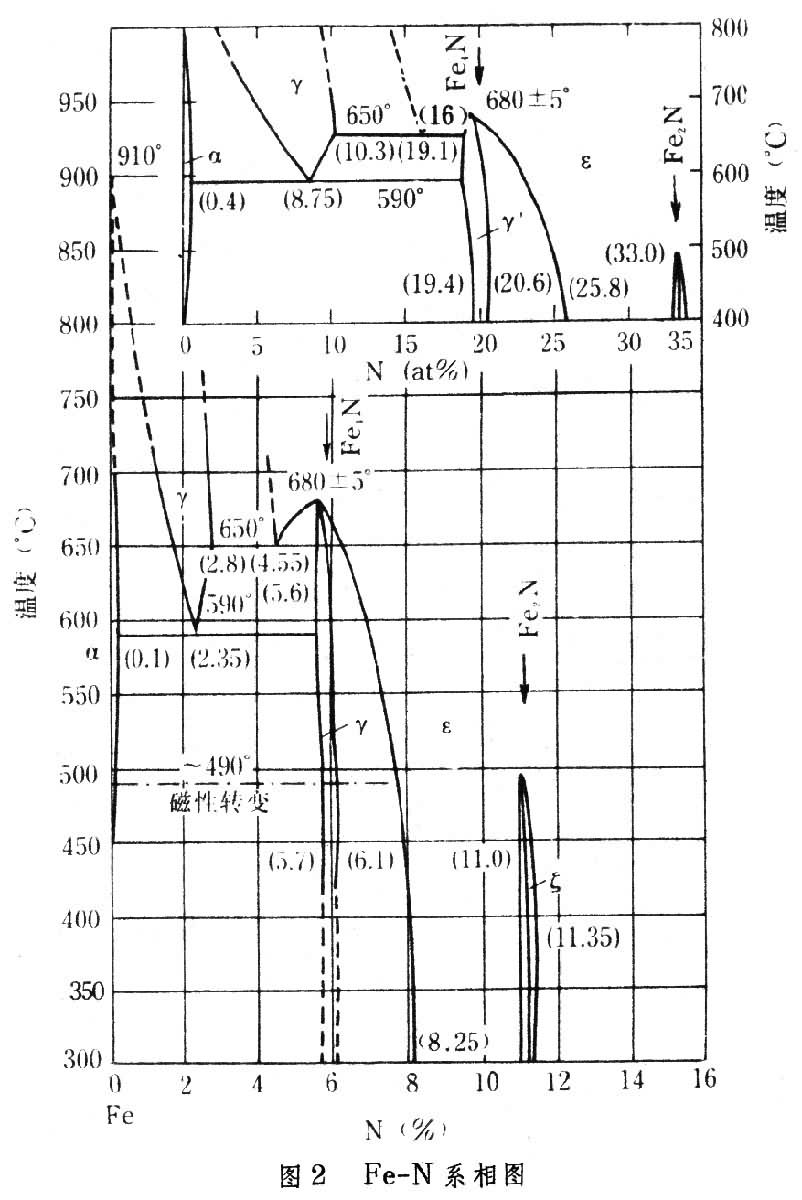
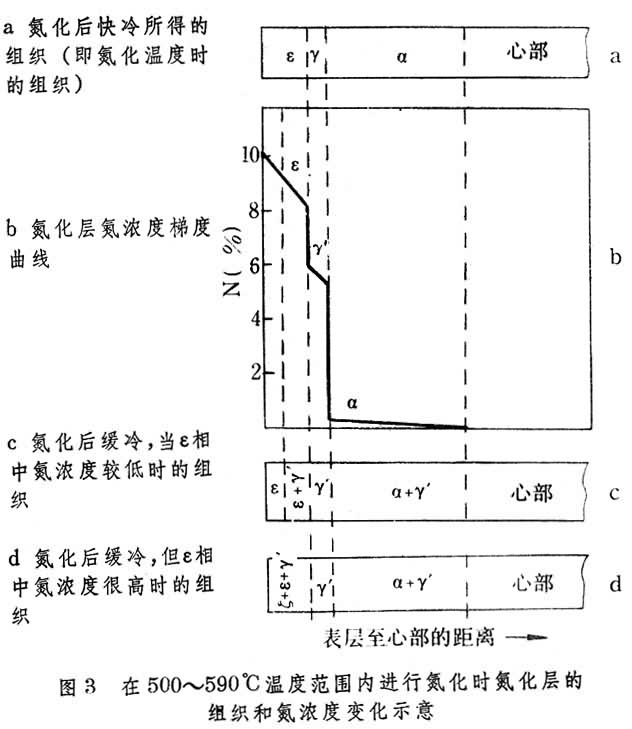
再以复杂的渗氮为例。渗氮温度较低,在520~580℃范围。从铁氮合金相图(图2)可以看到,渗氮是在铁素体相中进行的。这是由于:①氮在体心立方点阵的铁素体中的扩散系数D媘比在面心立方点阵的奥氏体中的扩散系数D姱大得多,例如在600℃时,D媘为1428×10-11cm2/s,而D姱则只有0.70×10-11cm2/s;②在这个温度范围钢件表面具有更好的吸附氮的能力;③超过580℃时,渗氮层硬度将显著降低。由于氮在铁素体中的溶解度很小,渗氮过程中表面的氮浓度很快就会超过其溶解度而形成铁氮金属间化合物。这种在渗入温度就有形成新相的化学反应发生的扩散过程,称为反应扩散。从铁氮合金相图可知,铁与氮可以形成以下几种相:α为N溶解在α-Fe中的间隙固溶体(即含氮铁素体);γ为N溶解在γ-Fe中的间隙固溶体(即含氮奥氏体);γ′为Fe4N 金属间化合物;ε为Fe2~3N金属间化合物;ζ为Fe2N金属间化合物。在渗氮过程中,当表面氮浓度超过氮在α-Fe中的溶解度时,就形成γ′相(Fe4N),继而γ′相的层厚增加,γ′相的氮浓度也增加。当γ′相的氮浓度超过氮在γ′相中的最高溶解度时,就形成ε相(Fe2~3N),继而ε相的层厚增加,ε相的氮浓度也增加。此时从表及里的组织依次为:ε→γ′→α(图3a)。氮浓度变化的曲线具有浓度突变特征(图3b)。如果渗氮后缓慢冷却至室温,那么由于溶解度随温度变化而变化,所以可在ε相中析出γ′相,α相中析出γ′相,此时的渗氮层组织由表及里将依次为:ε→ε+γ′→γ′→α+γ′(图3c)。渗氮后不需重新加热淬火就能获得极高的表层硬度。如果钢中含有铝、铬、钼等其他与氮的亲和力更大的合金元素,那么渗氮层就存在相应元素的氮化物,可以获得更高的硬度。
化学热处理工艺 化学热处理工艺包括渗剂的化学组成和配比,渗剂分解反应过程的控制和参数测定,渗入温度和时间,工件的准备,渗后的冷却规程及热处理,化学热处理后工件的清理以及装炉量等等。无论何种化学热处理工艺,若按其渗剂在化学热处理炉内的物理状态分类,则可分为固体渗、气体渗、液体渗、膏糊体渗、液体电解渗、等离子体渗和气相沉积等工艺。
固体渗 所用的渗剂是具有一定粒度的固态物质。它由供渗剂(如渗碳时的木炭)、催渗剂(如渗碳时的碳酸盐)及填料(如渗铝时的氧化铝粉)按一定配比组成。这种方法较简便,将工件埋入填满渗剂的铁箱内并密封,放入加热炉内加热保温至规定的时间即可,但质量不易控制,生产效率低。
气体渗 所用渗剂的原始状态可以是气体,也可以是液体(如渗碳时用煤油滴入炉内)。但在化学热处理炉内均为气态。对所用渗剂要求能易于分解为活性原子,经济,易于控制,无污染,渗层具有较好性能。很多情况下可用其他气体(如氢、氮或惰性气体)将渗剂载入炉内;例如渗硼时可用氢气将渗剂BCl3或B2H6载入炉内。等离子体渗法是气体渗的新发展,即辉光离子气渗法;最早应用于渗氮,后来被应用于渗碳、碳氮共渗、硫氮共渗等方面。气相沉积法也是一种气渗的新发展,主要应用于不易在金属内扩散的元素(如钛、钒等)。主要特点是气态原子沉积在钢件表面并与钢中的碳形成硬度极高的碳化物覆盖层,或与铁形成硼化物等。
液体渗 渗剂是熔融的盐类或其他化合物。它由供渗剂和中性盐组成。为了加速化学热处理过程进行,附加电解装置后成为电解液体渗。在硼砂盐浴炉内渗金属的处理法是近年发展起来的工艺,主要应用于钛、铬、钒等碳化物形成元素的渗入。