锆合金(卷名:矿冶)
zirconium alloys
以锆为基加入其他元素组成的合金。锆合金在300~400℃ 的高温高压水和蒸汽中有良好的耐蚀性能、适中的力学性能、较低的原子热中子吸收截面(锆为0.18靶恩),对核燃料有良好的相容性,因此可用作水冷核反应堆的堆芯结构材料(燃料包壳、压力管、支架和孔道管),这是锆合金的主要用途。锆对多种酸(如盐酸、硝酸、硫酸和醋酸)、碱和盐有优良的抗蚀性,所以锆合金也用于制作耐蚀部件和制药器件。锆与氧、氮等气体有强烈的亲和力,所以锆和锆合金还在电真空和灯泡工业中被广泛用作非蒸散型消气剂(见消气材料)。锆具有优异的发光特性,所以成为闪光和焰火材料。
纯锆就其强度和抗蚀性能来说,都不能满足核燃料包壳和压力管的要求。20世纪40年代末,美国为了探索锆在水冷反应堆中的应用,着手研究锆基合金。到50年代中期,研制成具有优良综合性能的Zr-2合金 (Zirca-loy-2),并用作世界第一艘核潜艇“舡鱼”号的核燃料包壳材料,后来又制成Zr-4(Zircaloy-4),Zr-1Nb和Zr-2.5Nb合金。二十多年来,各国也研究了许多其他锆合金,但因综合性能不如上述合金,因而应用不多。目前,从海绵锆到锆合金,已实现工业化生产的国家有美国、苏联、法国、联邦德国、加拿大和中国等。
合金 工业规模生产的锆基合金有两个系列:锆锡系和锆铌系。前者的代表是 Zr-2 合金,后者的代表是Zr-2.5Nb合金。锆和三种锆合金的成分和性能见表。锆的合金元素选择原则是:一不能明显增加锆的热中子吸收截面;二要在提高锆的耐蚀性和强度的同时不能过多地损害工艺性能。在锆锡系合金中,锡、铁、铬、镍的综合加入(Zr-2合金),可提高材料的强度及耐蚀性、耐蚀膜的导热性,降低表面状态对腐蚀的敏感性;Zr-4合金中不含镍,并适当增加铁含量,此合金腐蚀吸氢量仅为Zr-2合金的一半左右。通常Zr-2合金用于沸水堆,Zr-4合金用于压水堆。在锆铌系合金中,铌的添加量达到使用温度下α-Zr的固溶极限时,合金的耐蚀性能最好。Zr-1Nb和Zr-2.5Nb合金中的铌含量高于使用温度下的固溶极限。超过的铌以过饱和状态存在于α-Zr中,对合金的抗蚀性不利,而以第二相β-Nb的形式存在却好得多。锆和锆合金中的金属杂质元素大都要求在 50ppm以下,热中子吸收截面很大的元素(如硼和镉)不得超过0.5ppm;严重损害耐腐蚀性能的氮不得高于80ppm;氧有一定的强化作用,其含量依强度要求一般为800~1600ppm。

锆和锆合金都有同质异晶转变,高温相是体心立方结构的β-Zr,低温相是密排六方结构的α-Zr。纯锆的转变温度为 862℃。合金和工业锆的转变温度受合金元素和杂质元素的影响:铁、镍、铬、铌的加入缩小α-Zr相区,使转变温度降低;氧、氮、锡扩大α-Zr相区,使转变温度升高。Zr-2.5Nb合金有明显的淬火强化效应。这种合金加热到β区或(α+β)高温区,经过水中淬火后,其室温抗拉强度可达90公斤力/毫米2;合金淬火后再经500℃适当时效处理,其强度不降低,而塑性却显著提高。这种固溶-时效合金有极好的耐腐蚀性能。
塑性加工 锆和锆合金塑性好,可制成管材、板材、棒材和丝材,其中管材为主要产品。锆和锆合金的加工工艺取决于锆的基本性质和核反应堆对锆构件的特殊要求。锆的基本性质是:易被氧、氮、氢等污染,易粘模具,有同质异晶转变。核反应堆对锆构件的要求是尺寸精度高,显微组织要求严格,性能稳定。使用最广的无缝锆管加工的主要工序为:配制自耗电极、熔铸、锻造、热挤(管坯)、冷加工、精整。
真空自耗电弧熔炼法是锆和锆合金工业生产的最普遍的方法。采用正确的加入合金元素的方法,合适的新旧料搭配比例和合理的熔铸制度,才能得到高质量的铸锭。
铸锭开坯一般在β相区进行,这既有利于变形,又减少了合金元素的偏聚。二次锻造温度比开坯温度低,纯锆和Zr-2合金在α 相区的高温区进行锻造,Zr-2.5Nb在(α+β)相区进行锻造。终锻温度不得低于700℃。热轧温度和二次锻造温度相近,挤压温度更低一些。为防止氧化和粘模,坯料在挤压前要包铜,或加玻璃涂层。纯锆在液氮温度下仍有良好塑性。室温轧板时两次退火间的冷加工量可达40%或更高。成品前的冷加工制度,对锆锡合金管材的质量和性能有重要影响。为获得综合性能好的管材,成品前冷轧的总压缩率应达50%以上。
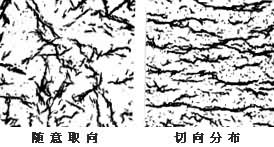
常温下呈密排六方结构的α-Zr在冷变形加工中易形成织构。锆管的织构对其强度、蠕变性能、氢化物取向、辐照生长等有重要影响。反应堆中使用的Zr-4合金包壳管,通常要求近径向基极织构(即六方点阵的C轴基本上平行于管子的直径)。一般最终冷加工工序的壁厚减薄率与直径收缩率之比大于 1时易得到这种织构取向。而在Zr-2.5Nb压力管的生产中是通过控制挤压工艺参数和挤压坯组织以控制织构的。Zr-2.5Nb合金中片状氢化物呈随意取向,控制压力管加工艺,则可使片状氢化物呈切向分布,获得所需的织构(见图)。冷加工材经再结晶退火(约650℃)后织构发生变化,氢化物取向也变得混乱(见择优取向)。
冷加工材的退火必须在真空炉中进行,真空度应高于10-4托。中间退火温度约700℃。成品退火根据性能要求确定。对燃料包壳管的表面要求很严格,一般需酸洗。酸洗液是氢氟酸和硝酸的水溶液。酸洗后一定要彻底除去制件表面的氟离子,否则会降低材料的耐蚀性能。成品管必须矫直。如果矫直工艺不合适,将会造成力学性能不均匀、爆破延性低和氢化物取向不利。
焊接和切削加工 锆和锆合金具有良好的熔焊性能。常用的焊接方法有钨极氩弧焊和电子束焊。大直径薄壁管常用焊接法制造。锆的粉屑易燃,在研磨和切削锆制品时要注意安全。
检验 在生产反应堆用包壳管和压力管的过程中,要进行十分严格的检验。每批产品,除做常规的化学成分、力学性能、尺寸精度和腐蚀性能等项检验外,每根管子都需通过无损探伤检验。
参考书目
B.勒斯特曼和F.凯尔兹著,薛饶伯、俊友译:《锆》,上、下册,中国工业出版社,北京,1965。(B.Lustman &F. Kerze Jr.,The Metallurgy of Zirconium,McGraw-Hill, New York,1955.)
А. С. Эаймовскийидр.,Циркониевые сплавы в амомной Энергемике,Энергоиздат,Москва,1981.