箔材轧制(卷名:矿冶)
foil rolling
厚度在0.02mm以下的金属带或片材通称为金属箔材。金、银、铝、铜、镍、铁、钽、铌、钨、钼等金属及其合金均可轧制成箔材。金、银、铝、铜箔主要用于装饰或包装等,其他金属和合金箔材主要用于电子工业,如铜镍和镍铬电阻合金箔用来制作测力应变片、精密电阻和录音、录象磁头间隙片等,钨箔用于特殊电子管,铁镍软磁合金箔用来制作微型高频脉冲变压器等。稀土金属箔用于原子能反应堆。各种金属和合金箔材品种日益增多,应用范围日益扩大。生产金属箔的古老技术是锻打法,至今仍在使用。70年代金属箔材的生产方法有电解镀层法、真空蒸镀法、粉末轧制法、车削法和轧制法等;但大量生产优质箔材主要靠轧制法(见金箔)。
金属箔材中用量最大的是铝箔,最常用的铝箔厚度为0.005~0.008mm,用二辊或四辊轧机生产,有时轧制到0.15mm以下后进行叠轧。轧制铝箔的四辊轧机工作辊径一般为200~300mm,成品宽度在 700mm以上,有的达1200mm。轧制后的铝箔根据用途要经过着色、印花、贴纸和剪切等工序制成各种色彩鲜艳的包装或装饰用箔材(见铝的氧化着色)。
第二次世界大战后除铝箔等软金属箔材外,一些高精度的硬金属(如钨、钼等)箔材用量增加,各国多采用小工作辊径的多辊轧机生产。目前世界上用轧制法生产的箔材最小厚度为 0.001mm,相当于报纸厚度的1/60。通用的多辊轧机为森吉米尔轧机(Sendzimir mill)和罗恩轧机(Rohn mill)。这两种轧机都是在30年代获得专利的。
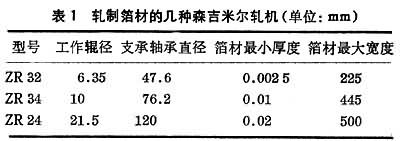
森吉米尔轧机 森吉米尔轧机的刚性较好,但制造较难。有六辊、十二辊和二十辊,常用的二十辊轧机辊系排列为1-2-3-4型。最外层支承辊为背衬轴承,机架为闭口整体机座。通常轧制厚度小于0.02mm箔材的森吉米尔轧机规格见表1。
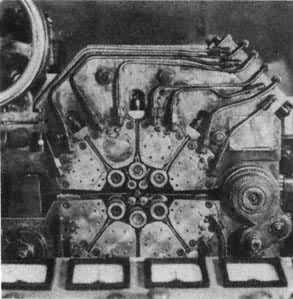
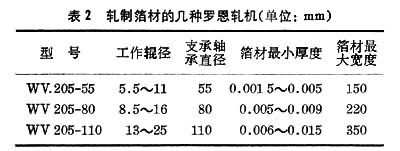
罗恩轧机 二十辊的罗恩轧机辊系也是 1-2-3-4型排列,见图1。早期最外层支撑辊为实心辊,机架用钳式结构,自60年代以来也采用类似森吉米尔轧机的背衬轴承,机架采用四立柱式。通常轧制厚度小于 0.015mm箔材的罗恩轧机规格见表2。
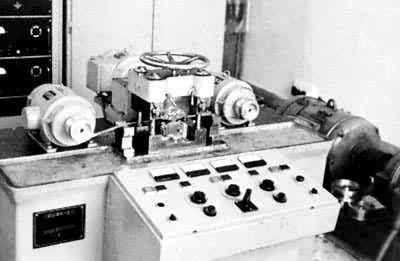
中国设计的箔材轧机 中国冶金部钢铁研究总院在总结各种多辊轧机特点的基础上设计制造了三十六辊轧机,工作辊直径为1.7~3mm,辊身长50mm,能轧制0.001mm的箔材,见图2。70年代以来,正在研究用其他形式轧机轧制金属箔材。中国东北工学院在工作辊直径90mm的四辊轧机上,采用异步轧制方式,把宽50mm的低碳钢带试验轧制成0.005mm的箔材。
金属箔材厚度小,在轧制生产过程中箔材极易拉断、撕裂,以及形成针孔和皱纹。因此除要求工作辊直径足够小、保证轧出薄层外,还要有高精度和高光洁度;并且轧机能精确控制张力。箔材的剪切、去油、退火、重卷等工序也要求特殊的设备;此外,还要求良好的防尘工作环境,以防止箔材受污染。(见彩图)


参考书目
E.C.Larke,The Rolling of Strip,Sheet and Plate,2nd ed.,Chapman and Hall Ltd,London,1963.
W.L.Roberts, Cold Rolling of Steel, Marcel Dekker Inc.,New York,1978.