螺纹测量(卷名:机械工程)
screw thread measurement
长度计量技术中对螺纹参数的测量。螺纹测量有单项测量和综合测量两种方法。
单项测量 常用于测量螺纹的中径、螺距和牙形半角等参数。
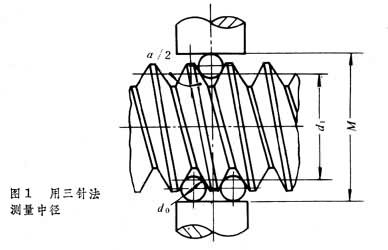
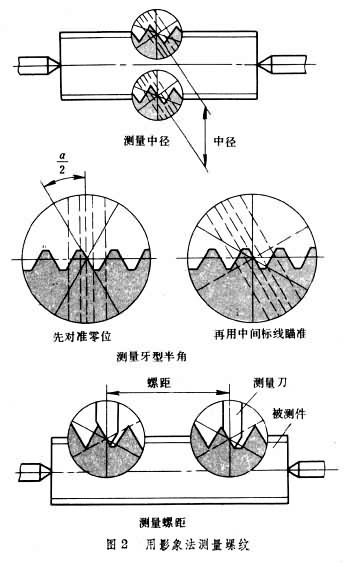
中径测量 常用的圆柱螺纹中径测量方法有:①用螺纹千分尺测量。②把3个具有相同直径的圆柱体──三针,放在螺纹牙槽中(图1), 然后根据精度要求用千分尺、比较仪或测长仪(见测长机)测出Μ值,计算后即可得出被测螺纹中径值d1。③在工具显微镜上用影象法测量(图2)。测量前,先将立柱倾斜一个等于被测螺纹升角的角度,并利用测量显微镜中的分划板上的米字线中线和其中点使与被测螺纹牙形轮廓影象的一边和其中点重合后进行读数,移动横向滑架(或坐标工作台)再使米字线中线和其中点与对面牙形轮廓线影象相应边和其中点重合后进行第二次读数。二次读数值之差即是被测螺纹中径的量值。为了减小因牙形半角误差和安装误差等引起的测量误差,常沿左右牙形轮廓各测一次,取其算术平均值作为中径的量值。④在工具显微镜上用轴切法测量。此法利用测量刀瞄准,瞄准精度较影象法为高。
圆锥螺纹的中径测量与圆柱螺纹相似,但要考虑由圆锥角引起的变化。
螺距和牙形半角的测量 常在工具显微镜上采用影象法或轴切法测量(图2)。用影象法测量普通螺纹牙形半角时,先使测角目镜(图中未表示)对准零位,并使米字线中点与牙形轮廓影象一边的中点重合,然后转动测角目镜的手轮使米字线的中心虚线与此边重合,即可从测角目镜中读出牙形半角的量值。(图2)所示是用轴切法测量螺距。此外,还可用带有百分表的机械式螺距仪测量或螺距规检验螺距,用螺纹样板检验牙形半角等。内螺纹的螺距和中径一般是在测长仪上采用球形测头测量的。牙形半角可采用印模方法测量,以石膏或其他凝固性材料复制出螺纹牙形的模型后,在工具显微镜上测量模型的牙形半角作为被测螺纹牙形半角的量值。20世纪80年代中期,出现了用电子计算机数字控制技术在专门设计的测量仪上测量高精度内螺纹几何参数的方法。
长丝杠的中径、半角和螺距误差也常在工具显微镜上测量。精密丝杠还需要测量螺旋线误差。图3为测量螺旋线误差的激光丝杠测量仪的原理。当丝杠转过θ角时,与丝杠同步回转的圆光栅产生相当于转过 θ角的莫尔条纹数。螺旋线的轴向位移通过安装在浮动支板上的测量头和直角棱镜由激光式长度传感器转换为干涉条纹数。这两路光信号经过各自的光电转换元件转换为电信号,经放大、整形、分频、比相后,由记录器记录出误差曲线,也可从中得出螺距误差。它可测量1米5级精度和2米6级精度的丝杠。

综合测量 检验螺纹的实际中径误差和折算中径误差来控制螺纹的旋合质量。折算中径误差是把螺距和牙形半角等的误差折算在中径方向上的误差。常用螺纹量规以通止法进行。