钼合金(卷名:矿冶)
molybdenum alloys
以钼为基加入其他元素组成的合金。在难熔金属中,钼及其合金有良好的导热、导电性和低的膨胀系数(与电子管用的玻璃相近),在高温下(1100~1650℃)有高的强度,与钨相比,容易加工,因而在电子管(栅极和阳极)、电光源(支撑材料)、金属加工工具(压铸和挤压模具及穿孔顶头)制造部门以及航天工业中得到应用。钼能耐熔融玻璃的浸蚀,它的氧化物不会污染玻璃。自1943年以来,钼材一直用于玻璃工业作加热电极。Mo-30W合金具有优异的抗熔融锌腐蚀的性能,已成功地应用于炼锌工业。钼还用于制造硫酸生产中的热交换器和阀门等部件。
1910年已开始采用粉末冶金工艺生产钼制品。1945年以前粉末冶金工艺一直是制造钼的片材、丝材和棒材的唯一工业生产方法。40年代中期美国帕克(R
 Parke)和哈姆 (J.L.Ham)研制成用自耗电弧熔炼工艺制取高性能的钼和钼合金锭的方法。40年代末到60年代中期,为了满足原子能、航空和航天技术的需要,对钼合金及有关工艺进行了广泛研究,研制出 Mo-0.5Ti-0.02C合金,Mo-0.5Ti-0.1Zr-0.02C(TZM)合金。60年代末至70年代初又制成强度更高的Mo-Hf-C系合金。中国在50年代末开始用粉末冶金坯料生产钼制品。以后用粉末冶金和熔炼两种坯料生产出钼及其合金的棒材、丝材、板材、箔材、管材和矩形管材。
Parke)和哈姆 (J.L.Ham)研制成用自耗电弧熔炼工艺制取高性能的钼和钼合金锭的方法。40年代末到60年代中期,为了满足原子能、航空和航天技术的需要,对钼合金及有关工艺进行了广泛研究,研制出 Mo-0.5Ti-0.02C合金,Mo-0.5Ti-0.1Zr-0.02C(TZM)合金。60年代末至70年代初又制成强度更高的Mo-Hf-C系合金。中国在50年代末开始用粉末冶金坯料生产钼制品。以后用粉末冶金和熔炼两种坯料生产出钼及其合金的棒材、丝材、板材、箔材、管材和矩形管材。合金系列 工业生产的钼合金可分为Mo-Ti-Zr系、Mo-W系和Mo-Re系合金,还有以碳化铪质点沉淀强化的Mo-Hf-C系合金。TZM合金具有优异的综合性能,是应用最广泛的钼合金。TZC(Mo-1.25 Ti-0.15 Zr-0.15C)合金比TZM具有更高的高温强度和再结晶温度,但加工困难,应用受到限制,见表。
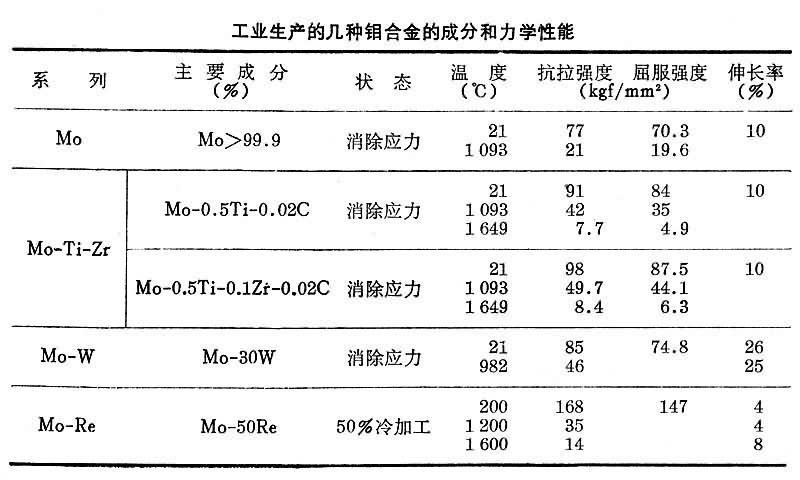
钼合金有低温脆性和焊接脆性以及高温氧化等缺点,所以发展受到限制。用合金化的方法难以改善钼合金的高温抗氧化性能,目前只是用防护涂层改善这种性能。钼合金研究中的主要问题是提高高温强度和再结晶温度,改善材料低温塑性。纯钼材研究中的主要问题是改善低温塑性,即降低它的塑性-脆性转变温度。
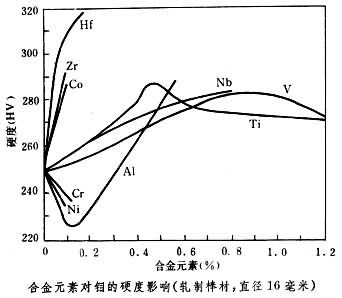
钼合金的主要强化途径是固溶强化、沉淀强化和加工硬化(见金属的强化)。钛、锆和铪是钼的主要合金元素。合金元素对钼的轧制棒材硬度的影响见下页图。钛、锆和铪不仅可以固溶强化和保持材料的低温塑性,而且能形成稳定的、弥散分布的碳化物相,提高材料的强度和再结晶温度。
间隙杂质碳、氮特别是氧对塑性-脆性转变温度有严重的影响。它们在钼中的溶解度极低(室温下不大于1ppm),多余的间隙元素则以钼的化合物形式分布在晶界上,降低晶界强度,导致晶间脆性断裂。钼合金中加入微量硼能细化晶粒,净化晶界并改变晶界形态,从而提高钼的塑性:加入微量铁和钇等元素也可以改善低温塑性(见界面)。1955年吉奇(G.Geach)和休斯(J.Hughes)发现铼能明显改善钼和钨的塑性,可使钼的塑性-脆性转变温度下降到-200℃。
塑性加工 塑性加工不仅是钼合金的成形手段,而且还可以提高钼合金的强度和改善它的低温塑性。钼及其合金可用常规塑性加工方法生产板材、带材、箔材、管材、棒材、线材和型材。钼合金材料加工的特点是每道热变形加工工序对产品最终性能都有明显的影响。钼在600℃以上迅速氧化,在725℃左右氧化产物挥发并出现液相,因此钼及其合金加热时通常采用氢或其他还原性气氛保护。由于钼的沾污层很薄,易用融熔碱洗去,所以热加工可在大气条件下进行,但以快速为宜。钼及其合金的冷加工应在塑性-脆性转变温度以上进行。
钼及其合金的锭坯主要用粉末冶金工艺生产,也可用熔炼工艺生产。一般小规格坯料多采用粉末冶金工艺,大规格坯料两者都可采用。采取何种工艺取决于对最终产品性能的要求。粉末冶金坯料的合适密度大约是理论密度的93~96%。工业上钼及其合金的熔炼主要采用真空自耗电弧熔炼和电子束熔炼。粗大晶粒的铸锭须经挤压开坯后才能进行加工。
挤压 用于破碎粗大的铸态晶粒,改善铸锭的加工性能,也可以用来生产管材、棒材和型材。为使铸态晶粒充分破碎,挤压比应不小于4,挤压温度通常在1100~1315℃之间。如果是通过挤压直接获得产品和中间产品,应当采用更大的挤压比和更高的挤压温度。为延长模具寿命和保证制品尺寸及表面质量,应采用二氧化锆或三氧化二铝耐火材料涂层模具,挤压时用玻璃润滑剂润滑。
锻造 包括旋锻和普通锻造。旋锻主要用于生产2.5毫米直径以上的细棒和拉拔丝材的坯料,所用坯料为10~30毫米方形烧结条。纯钼旋锻的开锻温度常在1400℃左右,道次变形量一般为10~20%,也可达30%左右。随着直径的减小,锻造温度逐渐降低,3毫米直径时可降到800℃左右。对普通锻造而言,锤锻比压锻更合宜。普通锻造可获得大尺寸坯料和大型锻件。纯钼的开锻温度约1400℃左右,而经挤压开坯的坯料的开锻温度可以低些。自由锻造要注意安全,防止工件或碎块飞出伤人。
轧制 用于板材、带材、箔材和棒材生产。轧制熔炼-挤压提供的坯料的初轧温度一般在 1200~1250℃之间;粉末冶金提供的坯料的初轧温度一般在1400℃左右。为了减少不均匀变形,初轧时的道次变形量应在20~40%之间,每次加热后轧制总变形量为75%左右。当总变形量超过85%(板厚大约为6毫米)时,轧制温度可降到700~900℃;板厚在1~2毫米时,轧制温度可降到200~400℃。依据材质的塑性-脆性转变温度不同,过渡到冷轧的板材厚度为0.5~1毫米。可采用交叉轧制来改善产品的各向异性。为获得足够的加工硬化和改善低温塑性,最终产品合适的冷加工量应为70%左右。
管材加工 钼管材主要以铸锭或烧结锭为挤压管坯,采用温加工工艺,通过轧制、拉拔或旋压制成各种管材。中国采用温轧生产小直径钼管。初轧温度一般在 650℃左右,终轧温度大约350℃。温轧道次加工率一般在20~35%之间,最大可达40%以上。对于直径为8毫米、壁厚为0.5毫米的钼管而言,轧管可长达6500毫米。温轧钼管有很好的内外表面,良好的室温塑性,并可进一步拔制成毛细管。直径较大的薄壁管一般用挤压或烧结管坯再经旋压加工而成。
热处理 一般应用再结晶退火和消除应力退火。再结晶退火用于挤压、锻造和热轧过程。消除应力退火是为了消除加工硬化。 由于再结晶退火使材料的塑性-脆性转变温度升高,不利于下一步加工,一般加工产品是以消除应力退火状态交货和使用的。