铝加工(卷名:矿冶)
aluminium fabrication
用塑性加工方法将铝坯锭加工成材,主要方法有轧制、挤压、拉伸和锻造等。铝加工在20世纪初开始以工业方式进行生产,30年代以前,基本上沿用铜加工的生产设备,产品主要用于飞机制造。60年代后,铝材生产发展很快,每年大约增长4~8%,产品广泛应用于航空、建筑、运输、电气、化工、包装和日用品工业等部门。产量仅次于钢铁,居金属材料第二位。中国于50年代中期建成较大型的铝加工厂,形成了生产体系,产品已系列化,品种有七个合金系,可生产板材、带材、箔材、管材、棒材、型材、线材和锻件(自由锻件、模锻件)八类产品。
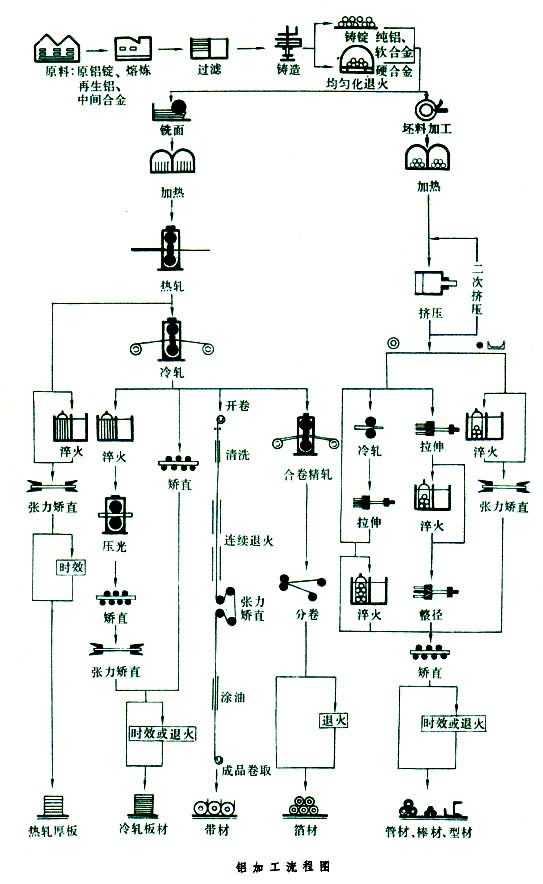
铝和铝合金的塑性加工,应保证产品达到稳定、一致的所需尺寸精度、力学性能和良好的表面质量。还要注意防止机械损伤和腐蚀,控制晶粒度和组织结构。这些质量要求主要靠生产工艺及设备来保证。铝及其合金一般具有较好的塑性,易于塑性加工。硬铝的相组分较复杂,存在低熔相和金属间化合物等脆性组织,它的塑性加工具有一些特点:如进行均匀化处理消除坯锭冷却时产生的内应力和晶内偏析;坯锭表面要进行铣削加工,去掉低熔相产生的表面偏析物。某些铝合金为提高耐蚀性和加工性还要进行包铝。铝合金有过热敏感性,必须严格控制加热温度。简明工艺流程见图。
熔炼和铸造 是为塑性加工提供坯锭。熔炼炉多用燃气反射炉或燃油反射炉,一般容量为20~40吨或更大;也采用电阻加热反射炉,容量一般为10吨左右。为缩短装炉时间,提高熔化效率,减少吸收气体和卷入氧化膜,工业上已采用倾转式顶装料圆型炉。熔炼时最好应用快速分析仪器分析合金成分,并及时调整。为保证熔体纯洁,防止有害气体的污染和控制化学成分,除了尽可能缩短熔炼时间外,宜用以氯化钾和氯化钠为主的粉状熔剂覆盖,一般用量为炉料重量的0.4~2%。熔炼温度通常控制在700~750℃。
熔化后的金属还需进行精炼和过滤,以除掉金属中的有害气体氢和非金属夹杂物,以提高金属纯洁度。精炼通常用固体精炼剂或气体精炼剂。固体精炼剂一般以氯盐为主,也用以六氯乙烷代替氯盐的精炼剂。早期使用活性强的氯气作气体精炼剂,净化效果虽好,但对环境污染严重,因此发展出氮-氯混合气体、惰性气和三气体(N2、Cl2、CO)精炼剂,效果较好。为保证精炼效果,精炼气体中的氧和水分含量一般应分别小于0.03%(体积)和 0.3克/米3。动态真空除气法也具有较好的除气和除钠效果。
过滤是让熔体金属通过中性或活性材料制成的过滤器,除去熔体中处于悬浮状的夹杂物。常用玻璃丝网、微孔陶瓷管和板、氧化铝粒作过滤床进行过滤,也可用电熔剂精炼、熔剂层过滤。
铸造一般采用立式或水平式水冷半连续铸造法。为改善立式铸造的坯锭组织和表面质量,还发展出电磁结晶槽、矮结晶槽和热顶铸造法(见金属的凝固)。水冷半连续铸造法是通过流槽将液体金属导入用水冷却的结晶器内,使液体金属冷却形成凝固的外壳,由铸造机底座牵引或靠自身重量均匀下降而脱出结晶器,形成坯锭。工艺参数因合金成分和坯锭尺寸的不同,差异很大。一般应尽量提高铸造速度和冷却速度,降低结晶槽的高度。铸造温度通常比合金的液相线高50~110℃。此外,还发展出铝板带连续铸轧工艺。
板材、带材生产 采用平辊轧制,基本工序为热轧、冷轧、热处理和精整。对化学成分复杂的 LY12、LC4等硬铝合金,热轧前应进行均匀化处理。处理温度一般低于合金中低熔点相的共晶温度10~15℃,保温12~24小时。硬铝合金的包铝是将包铝板放在经过铣面的坯锭两面,借助于热轧焊合。包铝层的厚度一般为板材厚度的4%。热轧一般在再结晶温度以上进行。热轧可在单机架可逆轧机上进行,或在多机架上实行连轧。为提高成品率和生产效率发展大铸锭轧制,锭重达10~15吨以上。年产量在10万吨以下的工厂,一般用四辊可逆热轧和采用热上卷工艺,热轧带材厚度为6~8毫米左右。产量10万吨以上的工厂,多在四辊可逆热轧机开坯后采用单机架或两机架、三机架、五机架连轧,实行热精轧,带材厚度可达2.5~3.5毫米。热轧带材成卷后作为冷轧坯料。为保证金属有最佳的塑性,应在单相组织状态下进行热轧。LY11、LY12等合金的热轧开坯温度为400~455℃。前几道道次变形率一般在10%以内,以后逐渐增大。纯铝和软铝合金道次变形率可达50%,硬铝合金则为40%左右。热轧总变形率可达90%以上。
冷轧常在室温下进行,通过冷轧可获得尺寸精确、表面光洁和平整的较薄的板材和带材,并可获得具有特定力学性能的加工硬化的板材和带材。冷轧主要采用带式法生产工艺,应用四辊可逆轧机或四辊不可逆轧机进行冷轧,当前发展不可逆轧机进行冷轧。轧机装备有液压压下、液压弯辊、厚度自动控制系统或测辊缝的厚度自动控制系统及板形控制仪,由微型电子计算机控制、记录、储存各种参数,以获得尺寸精确、板形平整的板带材,如 0.18毫米带材公差可达±5微米。小工厂也有块式法生产板材的。退火后铝的冷变形率可达90%以上。多相的硬铝合金冷加工硬化明显,需中间退火。中间退火后的冷变形率为60~70%。热轧用乳液润滑,冷轧已由乳液发展为全油润滑。采用单独控制喷嘴的多段冷却系统,以减少铝板和轧辊的摩擦,冷却轧辊,控制辊型,洗除铝粉及其他杂质,以获得良好的表面质量及板形。
经冷轧和热处理后的带卷常在辊式矫直机上或在拉弯连续矫直机列上进行精整。平整淬火后的板片应在时效孕育期内进行,一般在淬火后30~40分钟内完成。淬火板的平直压光总变形量不应超过2%。
1955年试验成功的铝板带连续铸轧可生产薄板和铝箔坯料。中国于70年代初开始用此法生产薄板。
箔材生产 铝箔材可分为工业铝箔和包装铝箔。工业铝箔化学成分较纯,厚度为0.005~0.2毫米,主要用作电气工业和电子工业的电容器、绝热材料、防湿材料等。包装铝箔厚度一般为0.007~0.1毫米,有平箔、印花箔、涂色印花箔和裱纸铝箔等多种产品,主要用作食品、茶叶、纸烟等的包装材料。铝箔用带式生产法生产的最小厚度可达0.0025毫米,宽度达1800毫米。铝箔轧制为无辊缝轧制,轧辊始终处于弹性压扁状态。轧制时通过调整轧制力、轧制速度和控制张力来实现对箔材厚度的控制。粗轧时,采用轧制力控制箔材厚度;精轧时,箔材的厚度随着轧制速度的增加而减薄;张力愈大,厚度亦愈小;为了防止断片,张力选择通常为箔材的条件屈服强度σ0.2的0.2~0.4。低速轧制时常在润滑油中加入“厚油”或“稀油”调整铝箔的轧制厚度。润滑剂和轧辊状态对箔材质量有十分重要的影响。铝箔坯料来自冷轧铝卷,一般经340~480℃预先退火,其厚度为0.4~0.7毫米。轧制时道次变形率为50%左右,总变形率可达95%以上。成品厚度小于0.01~0.02毫米的箔材应进行合卷、双张叠轧。
管材、棒材、型材的生产 通常的工序是:先采用热挤压制成坯料,再经轧制(或拉伸)、精整和热处理制成成品。也可用热挤压法直接制成成品,现已由短锭发展为长锭挤压,按挤压机的挤压力用统一直径的铸锭,由分流组合模和舌形模挤制各种型材、管材,制品长度可达60米以上,经拉伸矫直后,切成所要求的长度。用于铝材生产的最大挤压机为20000吨。可挤成直径为800毫米的带肋管。建筑型材是60年代发展起来的挤压制品,已占挤压制品总量35%以上,其中80%用做门窗框。建筑型材几乎全部采用铝镁硅系合金(LD30和LD31)。这种制品经阳极氧化和着色处理,表面形成各种颜色氧化膜,具有良好耐蚀性,制成门窗美观耐用,密封性好。除热挤压外,还发展出冷挤压,等温挤压、无残料挤压和静液挤压等方法(见铝的氧化着色)。
铝和铝合金的挤压采用正向挤压法和反向挤压法。应依据不同合金选择适宜的挤压速度。为获得组织和性能良好的铝合金挤压制品,一次挤压成品时,型材,棒材的挤压系数(λ)大于8~12,供锻造用坯料的λ大于5。挤压模对挤压产品质量影响很大。挤压棒材、型材常用平模,管材则常用锥形模。挤压形状复杂的空心型材和管材,则广泛使用分流组合模和舌形模。有的采用液氮冷却挤压模,延长模子寿命和保证制品精度,一个模子可挤压30吨铝材。某些铝合金的挤压制品易出现“粗晶环”,即制品经热处理后,周边出现一层粗大晶粒区。高温挤压可以减轻这种现象。一些热处理可强化的铝合金挤压制品经固溶时效处理后,强度提高而塑性下降。
管材拉伸采用多条快速和盘筒拉伸,游动芯头盘管拉伸机卷筒直径达 630~2900毫米,拉伸管坯直径可达40~50毫米。拉管拉伸力为 16~18吨,拉伸速度为 24米/分,道次加工率一般为25~40%,此种工艺生产管材长度可达6000米。
线材生产 主要采用拉伸工艺生产。产品有铆钉线、焊条和导线。坯料用挤压、轧制或连铸连轧法生产。挤压法生产坯料,灵活性较大,制品性能较好。轧制法和连铸连轧法适于单一合金品种的坯料生产,生产效率高。
锻件生产 主要用于飞机和机器制造上。锻件分自由锻件和模煅件,其坯料采用铸造和挤压坯料。最大的模锻水压机为70000吨,锻件最大尺寸的投影面积为4.5米2。铝合金的临界变形率约为5~15%,为避免形成粗晶,模锻的变形率一般应大于15%。为减少不均匀变形,常采用多向自由锻。
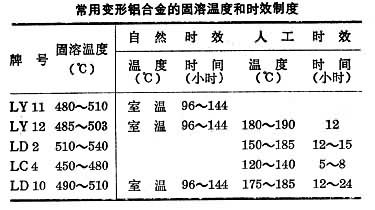
热处理 保证制品最终性能的热处理称为成品热处理,包括成品退火、固溶处理、淬火、自然时效和人工时效处理;此外,还发展出分级时效和形变热处理工艺。时效处理不仅改善制品的力学性能,而且改善制品的抗应力腐蚀性能和断裂韧性。固溶加热后至淬火前的转移时间一般应控制在30秒以内。淬火的冷却速度,既要保证获得过饱和固溶体,又要不使制品产生过大的淬火应力和弯曲变形。带卷和板材在强有力循环通风的箱式炉、井式炉、立式板材连续退火炉或气垫式连续退火炉中进行退火,新式炉采用保护气氛。淬火一般在盐浴槽中进行加热,新工艺采用气垫式连续淬火炉淬火。几种常用变形铝合金的固溶处理温度和时效制度见表。
参考书目
轻金属材料加工手册编写组:《轻金属材料加工手册》,冶金工业出版社,北京,1979。