增塑糊加工(卷名:轻工)
plastisol processing
将聚氯乙烯树脂加工成糊料的工艺过程。增塑糊是聚氯乙烯树脂悬浮在液态增塑剂中所形成的糊状配混料。这种糊料可涂在基材上、注入模具内或喷在其他材料表面上,制成品种繁多的涂布制品或模塑制品。用增塑糊作涂料时,常在其中加入溶剂以降低粘度。这种混合糊称为稀释增塑糊,所加溶剂在塑化前可蒸发除去。增塑糊中加入氨化胶性陶土、各种金属皂类或硅胶等胶凝剂,则得浆糊状的增塑胶凝糊,可用挤塑、压延和注塑等法加工(见塑料加工)。
组成和配制 增塑糊或稀释增塑糊的基本成分是聚氯乙烯分散型树脂,粒度为0.5~2µm。粒度细小,使树脂的总表面积增大,因而吸收增塑剂量高,糊的粘度高且稳定性较差。对于要求表面平滑光亮和极薄的涂层,粒度较细的聚氯乙烯分散型树脂能产生良好效果。
为了降低配方成本,增塑糊中常使用掺混树脂取代10~50%的分散型树脂。掺混树脂是各种分子量和粒度的聚氯乙烯均聚或共聚树脂,粒度为 10~150µm,其吸收增塑剂量小,因而在一定增塑剂含量下,能降低糊的粘度,也能使制品表面粗化,致使表面光泽度较差。粗粒掺混树脂在低粘度糊中易沉降,因此,经过存放的含掺混树脂的糊,使用前必须检查是否沉降。
增塑剂对增塑糊的粘度和塑化性能影响很大,使用品种需根据最终应用要求加以选择。最常用的增塑剂为邻苯二甲酸二辛酯。此外,为了增加增塑糊对光和热的稳定性,需加稳定剂,最常用的为钡-镉-锌液态稳定剂(见塑料添加剂)。镉-锌液态稳定剂适用于低毒性和耐污染的要求,也可使用锡或铅稳定剂。其他辅助添加剂包括用于降低成本的填充剂,以及着色剂、发泡剂、表面活性剂、离模剂和粘合促进剂等。这些添加剂都必须与树脂、增塑剂和稳定剂配合,以达到特定的最终使用性能。
制备增塑糊的工艺流程较为简单,包括计量、混合和脱气 3个步骤。制成的糊料宜在几小时至几天内使用,不可长期存放。保存时,应尽可能不存放于高温环境中,更不能放在日光下或热源旁。
加工方法 最主要的有涂布、滚塑、搪塑、蘸塑等。
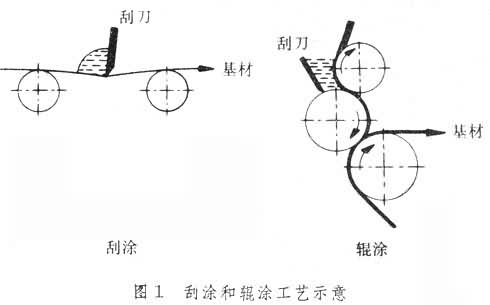
①涂布:又称涂覆。聚氯乙烯糊可涂施在基材如织物、纸张或金属上。主要有刮涂法和辊涂法(图1)。通常,刮涂法用于涂布织物以生产人造革,辊涂法则是制造涂塑钢板的通用方法。两种涂布法的工艺相同,即涂施一均匀涂层,随后通过烘箱加热凝胶化。在生产中,整个涂布过程可在高速涂布生产线上进行,涂布和凝胶化速度可达2.5m/s。涂布法可生产人造革、地板卷材、涂塑钢板、涂塑线材、墙纸等。
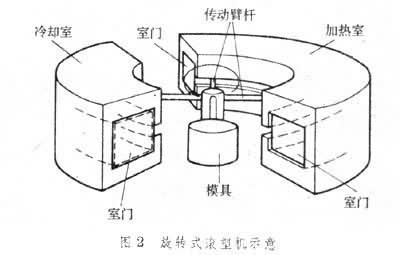
②滚塑:又称回转铸塑。1950年开始发展,现已成为生产聚氯乙烯糊模塑制品的主要方法。此法能生产全封闭型空心制品。将糊料置于滚塑机(图2)的薄壁瓣合式模具内,闭上模具并开始旋转,以便使糊料均匀涂布在模具的表面,同时进行加热使糊凝胶化和塑化,然后将模具冷却,并开模取出制品。模具在烘箱内的停留时间取决于制品厚度和模具结构,通常为6~8min。此法可生产玩偶、 篮球、 足球、 人造水果、人造花、水箱漂球等。所用模具由电铸铜、铜镍合金或铸铝制成。
③搪塑:生产敞口空心制品的较好方法。糊料灌入模内,一部分粘附于模内壁,多余糊料倾出。粘附于模内壁的糊料经加热凝胶化和塑化后,即得制品。搪塑有一次和二次灌糊两种方式。两种方式都在传送线上进行。除剥离工序外,全部加工程序均已自动化。此法可生产玩具、鞋类和高统靴等多种产品。
④蘸塑:将一阳模或被涂物体蘸入流态的糊中,然后使粘附在模具外表面上的涂层塑化即得到制品。模具可采用冷模,也可预先加热;可进行多次蘸涂;制品可从模上剥离,模具可重复使用,可使涂层成为制品的某一功能部分。涂层厚度由被涂物体或模具的温度和重量、浸蘸时间、糊料凝胶化温度、粘度和流变特性决定。此法可生产玩具、鞋类、手套和各种工具的涂层。