缓进给磨削(卷名:机械工程)
creep feed grinding
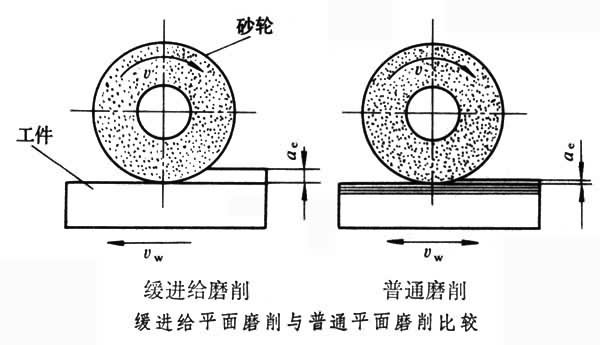 用减小进给量、加大磨削深度的办法提高金属切除率的高效率磨削。一般在特制的卧轴平面磨床上,用砂轮周边以大的切削深度 (е=1~20毫米)和慢的进给速度(vW=10~300毫米/分)进行平面或成形磨削(见图),砂轮线速度v=30米/秒左右。缓进给磨削适合于加工各种成形表面和沟槽,特别是淬硬钢和高温合金等高硬度、高强度的难加工金属材料的工件,如燃气透平叶片榫齿等。用这种方法可以从工件毛坯直接磨出所要求的表面形状和尺寸,既能提高效率,又能保证加工质量。由于磨削深度大,砂轮与工件的接触弧长比普通磨削大几倍至几十倍,磨削力、磨削功率和磨削热大幅度增加,故要求机床刚度好、功率大,并设有高压大流量的切削液喷射冷却系统,以便有效地冷却工件,冲走磨屑。缓进给磨削大多采用陶瓷结合剂的大气孔、松组织的超软普通磨料砂轮,以保证良好的自锐性、足够的容屑空间和避免工件表面烧伤;也可采用聚氨脂树脂结合剂砂轮或超硬磨料砂轮。这种磨削的加工效率可比普通磨削高1~5倍, 磨削精度可达2~5微米,表面粗糙度达Ra1.25~0.16微米。
用减小进给量、加大磨削深度的办法提高金属切除率的高效率磨削。一般在特制的卧轴平面磨床上,用砂轮周边以大的切削深度 (е=1~20毫米)和慢的进给速度(vW=10~300毫米/分)进行平面或成形磨削(见图),砂轮线速度v=30米/秒左右。缓进给磨削适合于加工各种成形表面和沟槽,特别是淬硬钢和高温合金等高硬度、高强度的难加工金属材料的工件,如燃气透平叶片榫齿等。用这种方法可以从工件毛坯直接磨出所要求的表面形状和尺寸,既能提高效率,又能保证加工质量。由于磨削深度大,砂轮与工件的接触弧长比普通磨削大几倍至几十倍,磨削力、磨削功率和磨削热大幅度增加,故要求机床刚度好、功率大,并设有高压大流量的切削液喷射冷却系统,以便有效地冷却工件,冲走磨屑。缓进给磨削大多采用陶瓷结合剂的大气孔、松组织的超软普通磨料砂轮,以保证良好的自锐性、足够的容屑空间和避免工件表面烧伤;也可采用聚氨脂树脂结合剂砂轮或超硬磨料砂轮。这种磨削的加工效率可比普通磨削高1~5倍, 磨削精度可达2~5微米,表面粗糙度达Ra1.25~0.16微米。