商周青铜器的铸造及采冶业(卷名:考古学)
商周时代是中国的青铜时代,当时铸造的大批精美的青铜器,是中国古代先民对世界文明的杰出贡献。它们的出土,不仅再现了古代中国青铜时代的风貌,而且展示了古代工匠在青铜冶铸技术方面所达到的高度水平。商周青铜冶炼和铸造工艺的研究,对揭示当时社会生产的发展水平具有重要的意义。
很长一个时期以来,研究冶金史的学者多偏重于对青铜铸造工艺的考察。中华人民共和国成立后的30多年,随着铸造作坊、尤其是采矿和冶炼遗址的发现和发掘,研究手段的改进,模拟实验的进行,为深入探索这个课题提供了丰富的资料,并填补了冶金史研究中的一些空白。
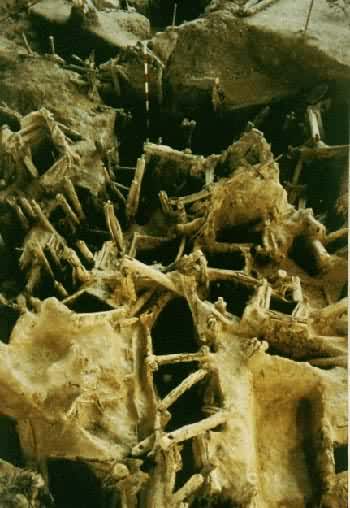
采冶遗址的发现 商周青铜的成分主要是铜与锡,铜与铅或铜与铅、锡的合金,一般称为锡青铜、铅青铜或铅锡青铜。铜器所含的微量元素的测定表明,各地铸造铜器的原料多取自附近的含铜矿脉,如镇江附近商周墓葬和窖藏出土的铜块含有较大比重的铅和微量的锑,就与中原青铜器的铜料不含锑及含铅量低明显不同。湖北大冶铜绿山、湖南麻阳九曲湾、内蒙古林西大井等地都发现了采矿与冶炼遗址,大多为东周时期遗存,但铜绿山古矿冶遗址的上限可到西周,下限则可延至汉代以后。这几个地点都发现了古人采掘时开拓的竖井、平巷、采矿工具、提升与排水用具及铜矿石。铜绿山古铜矿的采掘工作是在大理岩与火成岩之间的破碎带中进行的,采掘时开拓的成组井巷中架设了相当完整的木质框架支护,深距地表四、五十米。(见彩图)另两个地点则利用岩石的裂缝沿矿脉进行采掘,不用或很少使用木质支护。在跨度大的采空区内,则保留“工”字形矿柱为支护。麻阳九曲湾有一条巷道斜长140米,垂直深度约80米。有的是采用露天开采。在铜绿山和大井,矿井附近都有冶炼遗址,说明采掘的铜矿石就在采场附近冶炼。
铜绿山发现的10座炼铜竖炉都用土夯筑而成,可分炉基、炉缸和炉身3个部分。炉缸的截面多为长方形,设有金门。大井发现的12座炼铜炉有两种不同的形制:一种炼炉的截面呈椭圆形或马蹄形,直径0.8~1.2米,金门作拱形,朝西北方向,高0.2米,宽0.1米;另一种则被称为多孔串窑式(有许多圆孔和弯曲的孔道),直径1.5~2米。这些炼炉的周围都有木炭、孔雀石、碎矿用的石砧、石球、冶炼时排放的大量炉渣及陶质生活用具等。由炼铜原料可知,当时的冶炼工艺是氧化矿的还原熔炼。大井的冶炼遗址出土有马头形的陶质鼓风管,表明已能用人工鼓风掌握炉温。模拟实验证明,用春秋时期的这种竖炉炼铜,可以连续加料、连续排渣和间断放铜,具有较高的熔炼能力。铜绿山遗址的炉渣多冷凝成薄片状,酸度适宜,含铜量仅为0.7%,反映了春秋时期的冶铜工艺已达到相当高的水平。

铸铜作坊 商周时代的都邑遗址几乎都发现了铸铜作坊遗址。其面积有数万平方米的,也有10余万平方米的。作坊址内出土了为数可观的陶范、坩埚块、木炭、小件青铜器和铜锭、铜渣以及与铸铜生产有关的其他遗存。这些作坊址的发现说明商周王室及诸侯所用的青铜器大多是就地生产的。
偃师二里头遗址的商代早期铸铜作坊内,熔铜的坩埚系用草拌泥制成。陶范与铜器一致,均为素面。出土铜爵据电子探针测定,含铜92%、锡7%,铜锡比例与郑州二里冈期青铜器的配比十分接近。郑州商代遗址发现的两处铸铜作坊,分别在城南的南关外和城北的紫荆山北地。熔铜工具除有草拌泥制作的坩埚外,还用外敷草泥的陶质大口缸或大口尊。不过从大型铜鼎的发现看,也有使用熔铜炉的可能。不少陶范上都刻有花纹。这两个作坊除生产青铜礼器外,南关外铸铜作坊中还出土不少青铜,紫荆山北的作坊则出土不少刀、镞,因而被认为是铸铜手工业中出现分工迹象的反映。
安阳殷墟的苗圃北地、西周时代的洛阳庞家沟铸铜遗址和新郑郑韩故城、侯马牛村古城南郊的东周铸铜作坊,都是古代规模较大的铸造场所。这几个地点都发现了体积较大的熔铜炉、大批陶范及与铸铜有关的工具和用具。苗圃北地铸铜遗址出土的熔铜炉若按残壁的弧度推算,直径约在60~70厘米。另有一种土坑式的熔炉,直径1米,深0.5~1米。洛阳庞家沟发现的熔铜工具有3种,其中大型熔铜炉的内径160厘米,壁厚30~35厘米,并设有鼓风口。洛阳、新郑、侯马等地作坊中都发现陶质的鼓风管,说明熔铜炉具备较好的熔化能力。用这样大型的熔炉熔铜,与当时铸造大型青铜器的情况是适应的。
苗圃铸铜遗址和侯马铸铜遗址都发现了与铸铜有关的居址、窖穴、水井、祭坑、烘范窑和道路、工作台面等遗迹。各个作坊址出土的陶范数以万计,其中一部分陶范可以拼对成套。从陶范的型腔可知,有铸礼器的,也有铸乐器、工具、兵器、车马器或其他装饰品的。侯马铸铜作坊中还铸造中国最早的青铜铸币空首布以及铜带钩等物品。
铸造青铜器的模具有陶范、石范和金属范 3类。陶范的原料主要是粘土和砂子,一般都是就地取材。由于陶土的耐火度高,易于透气,来源又极方便,所以各地作坊都普遍运用,成为中国青铜时代铸造工艺的一大特点。造形简单的工具、兵器等用单范或双合范铸造,一范可使用多次。青铜容器则用复合范铸造,一套模具只能铸造一件器物。石范在夏县东下冯遗址、清江吴城遗址等地都有发现,数量不多,都是铸造刀、镞等小件器物的模具。金属模具有铜范和铁范两种。山东临淄发现的铜范是铸造青铜铸币“齐法化”的模具。河北兴隆发现的铁范则是铸造铁工具的铸范。
青铜铸造工艺的杰出成就 铸造一件青铜器需要经过塑模、翻范、烘烤、浇注等一整套工序。即将准备铸造的器形先塑出泥模,在泥模上翻出外范,在泥模或外范上雕刻所需的花纹,然后在泥模上削出范芯或另外制作范芯,范芯与外范之间的距离,即为浇注后铜器器壁的厚度。为防止陶土干燥过程中可能出现的缩裂和变形,陶土中粘土和砂的成分配比要合理。外范和范芯阴干、晾晒后,组合放入烘范窑中烘烤,使之脱水和定型。经常是出窑后趁热进行浇铸。大件器物需挖坑固定,用槽注法浇注。一次浇铸完成的,俗称浑铸法。比较复杂的器形则先铸附件、后铸器身,或先铸器身,然后将附件铸接上去,称为分铸法。商代已经使用分铸法,东周时期分铸法的使用更加熟练。商代和西周铜器的装饰纹样多在泥模上雕刻,有的在外范上加工,东周时期有的采用花纹印版在模上捺印,有些可能是将印出花纹的泥片贴附在模胎之上,提高了工效。铸造一件铜鬲,需用4块外范和1块范芯,一件铜爵则需16块陶范。曾侯乙墓钟架中层的一件甬钟,铸造时共用了136块陶范。
青铜乐器的铸造集中地反映了商周时期铸造工艺所达到的成就。据研究,无论商钟还是周钟,都有良好的音响效果。对曾侯乙编钟进行的检测知道,钟体的合金成分中锡占12.5~14.6%,铅一般为1~3%。这个配比与《考工记》所载“金有六齐,六分其金而锡居其一,谓之钟鼎之齐”大体相近。实验表明,钟体含锡量低于13%时,发出的声音单调、尖锐;含锡量太高则钟体易碎。同时,适当的含铅量有利于钟音的衰减和音色的改变,含铅量过低则衰减缓慢,含铅过量则音色恶化。古代工匠在实践中摸索出配料的合理比例,并掌握了热处理等工艺来控制和改善钟的音响,铸造了这一套总音域达5个八度,能奏出完整的五声、六声或七声音阶的乐曲的编钟。
东周时期已出现叠铸技术。据研究,临淄发现的铸造“齐法化”的长方形铜质模具是翻制泥范用的。将若干烘烤过的陶范叠装起来,浇注时铜汁通过中间的直浇道,流向每一层半月形的内浇道而到达齐刀的范腔之中,一次可浇铸十几个或更多的铸件。
春秋时期还出现了失蜡法铸造工艺。这种工艺是将易熔化的黄蜡制成蜡模,用细泥浆多次浇淋,并涂上耐火材料使之硬化,做成铸型。烘烧后黄蜡熔化流出,形成型腔,用以浇铸铜汁。河南淅川下寺楚墓出土的铜禁和鼎表面的兽头及足、耳等附件,战国早期曾侯乙墓所出的尊盘等都是用失蜡法铸成的。此外,研究者对下寺楚墓所出55号铜鼎的鼎足和曾侯乙墓冰鑑的龙头等部位的焊料进行研究,认为是有金属锡焊接的。

商周青铜器的表面除了有装饰纹样外,还出现了镶嵌玉或绿松石的“铜镶玉”技术。在商代,这种技术主要用在兵器和小件装饰品上。到了东周时代,这种镶嵌术进一步运用在大型铜容器上,并往往与新出现的金银错、嵌红铜、鎏金等新技术用于同一件器物上。不同色彩互相对比,使青铜器的装饰效果更加突出。
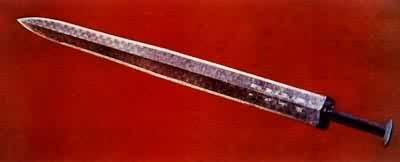
对吴越铜剑进行的研究发现,铸剑时在剑的不同部位使用了不同成分的铜合金。如中脊用低锡或含铅较多的合金,以提高其韧性;两锷则用含锡量19%左右的铜合金。使用不同成分铜合金的直接效果是既保证了两锷的锋利,又增强了格斗时剑体中脊的抗震性能,刚柔相济,不易折断。
在著名的越王勾践剑上有装饰性很强的几何形花纹。对这种花纹的形成存在不同意见,有人认为是硫化物腐蚀出来的,有人则认为是使用不同的铜合金嵌出的:基体用的是锡青铜,花纹则是锡、铜及铁的合金。由于合金成分和含量不同,所以呈色也不一样,磨砺时因硬度不同而微有凹陷,显示隐花图案(见彩图)。虽然看法不同,但研究者一致认为,当时的铸剑工艺达到了相当高的水平。
参考书目
北京钢铁学院《中国古代冶金史》编写组:《中国古 代冶金》,文物出版社,1978。
夏鼐、殷玮璋:湖北铜绿山古铜矿,《考古学报》1982年1期。