industrial glass
Introduction
solid material that is normally lustrous and transparent in appearance and that shows great durability under exposure to the natural elements. These three properties—lustre, transparency, and durability—make glass a favoured material for such household objects as windowpanes, bottles, and lightbulbs. However, neither any of these properties alone nor all of them together are sufficient or even necessary for a complete description of glass. Defined according to modern scientific beliefs, glass is a solid material that has the atomic structure of a liquid. Stated more elaborately, following a definition given in 1932 by the physicist W.H. Zachariasen, glass is an extended, three-dimensional network of atoms that form a solid which lacks the long-range periodicity (or repeated, orderly arrangement) typical of crystalline materials.
Normally, glass is formed upon the cooling of a molten liquid in such a manner that the ordering of atoms into a crystalline formation is prevented. Instead of the abrupt change in structure that takes place in a crystalline material such as metal as it is cooled below its melting point, in the cooling of a glass-forming liquid there is a continuous stiffening of the fluid until the atoms are virtually frozen into a more or less random arrangement similar to the arrangement that they had in the fluid state. Conversely, upon application of heat to solid glass, there is a gradual softening of the structure until it reaches the fluid state. This monotonically changing property, known as viscosity, enables glass products to be made in a continuous fashion, with raw materials melted to a homogeneous liquid, delivered as a viscous mass to a forming machine to make a specific product, and then cooled to a hard and rigid condition.
This article describes the composition and properties of glass and its formation from molten liquids. It also describes industrial glassmaking and glass-forming processes and reviews the history of glassmaking since ancient times. In doing so, the article focuses on the composition and properties of oxide glasses, which make up the bulk of commercial glass tonnage, and on conventional thermal-fusion, or melt-glass, methods of glassmaking. However, attention also is given to other inorganic glasses and to less conventional production processes.
For a detailed treatment of the physics of the glassy state, see the article amorphous solid. For a full-length treatment of the various artistic uses of glass, see stained glass and glassware.
Glass compositions and applications
Oxide glasses
Silica-based (silica)
 Of the various glass families of commercial interest, most are based on silica, or silicon dioxide (SiO2), a mineral that is found in great abundance in nature—particularly in quartz and beach sands. Glass made exclusively of silica is known as silica glass, or vitreous silica (lechatelierite). (It is also called fused quartz if derived from the melting of quartz crystals.) Silica glass is used where high service temperature, very high thermal shock resistance, high chemical durability, very low electrical conductivity, and good ultraviolet transparency are desired. However, for most glass products, such as containers, windows, and lightbulbs, the primary criteria are low cost and good durability, and the glasses that best meet these criteria are based on the soda-lime-silica (soda-lime glass) system. Examples of these glasses are shown in Table 1-->.
Of the various glass families of commercial interest, most are based on silica, or silicon dioxide (SiO2), a mineral that is found in great abundance in nature—particularly in quartz and beach sands. Glass made exclusively of silica is known as silica glass, or vitreous silica (lechatelierite). (It is also called fused quartz if derived from the melting of quartz crystals.) Silica glass is used where high service temperature, very high thermal shock resistance, high chemical durability, very low electrical conductivity, and good ultraviolet transparency are desired. However, for most glass products, such as containers, windows, and lightbulbs, the primary criteria are low cost and good durability, and the glasses that best meet these criteria are based on the soda-lime-silica (soda-lime glass) system. Examples of these glasses are shown in Table 1-->.After silica, the many “soda-lime” glasses have as their primary constituents soda, or sodium oxide (Na2O; usually derived from sodium carbonate, or soda ash), and lime, or calcium oxide (CaO; commonly derived from roasted limestone). To this basic formula other ingredients may be added in order to obtain varying properties. For instance, by adding sodium fluoride or calcium fluoride, a translucent but not transparent product known as opal glass can be obtained. Another silica-based variation is borosilicate glass (Pyrex), which is used where high thermal shock resistance and high chemical durability are desired—as in chemical glassware and automobile headlamps. In the past, leaded “crystal” tableware was made of glass containing high amounts of lead oxide (PbO), which imparted to the product a high refractive index (hence the brilliance), a high elastic modulus (hence the sonority, or “ring”), and a long working range of temperatures. Lead oxide is also a major component in glass solders or in sealing glasses with low firing temperatures.
Other silica-based glasses are the aluminosilicate glasses, which are intermediate between vitreous silica and the more common soda-lime-silica glasses in thermal properties as well as cost; glass fibres such as E glass and S glass, used in fibre-reinforced plastics and in thermal-insulation wool; and optical glasses containing a multitude of additional major constituents.
Nonsilica
Oxide glasses not based on silica are of little commercial importance. They are generally phosphates and borates, which have some use in bioresorbable products such as surgical mesh and time-release capsules.
Nonoxide glasses
Heavy-metal fluoride glasses
Of the nonoxide glasses, the heavy-metal fluoride glasses (HMFGs) have potential use in telecommunications fibres, owing to their relatively low optical losses. However, they are also extremely difficult to form and have poor chemical durability. The most studied HMFG is the so-called ZBLAN group, containing fluorides of zirconium, barium, lanthanum, aluminum, and sodium.
Glassy metals
Another nonoxide group is the glassy metals, formed by high-speed quenching of fluid metals. Perhaps the most studied glassy metal is a compound of iron, nickel, phosphorus, and boron that is commercially available as Metglas (trademark). It is used in flexible magnetic shielding and power transformers.
Semiconducting solids
A final class of nonoxide, noncrystalline substances is the chalcogenides, which are formed by melting together the chalcogen elements (oxygen group element) sulfur, selenium, or tellurium with elements from group V (e.g., arsenic, antimony) and group IV (e.g., germanium) of the periodic table. Owing to their semiconducting properties, chalcogenides have found use in threshold and memory switching devices and in xerography. A related end-member of this group is the elemental amorphous (amorphous solid) semiconductor solids, such as amorphous silicon (a-Si) and amorphous germanium (a-Ge). These materials are the basis of most photovoltaic applications, such as the solar cells in pocket calculators. Amorphous solids have a liquidlike atomic order but are not considered to be true glasses because they do not exhibit a continuous transformation into the liquid state upon heating.
Glass ceramics
In some glasses it is possible to bring about a certain degree of crystallization in the normally random atomic structure. Glassy materials that exhibit such a structure are called glass ceramics. Commercially useful glass ceramics are those in which a high density of uniformly sized, nonoriented crystals has been achieved through the bulk of the material, rather than at the surface or in discrete regions. Such products invariably possess strengths far exceeding those of the parent glass or of the corresponding ceramic. Outstanding examples are Corning Ware (trademark) cooking vessels and Dicor (trademark) dental implants.
Glass composites (composite material)
In addition to the glass ceramics, useful products of glass may be made by mixing ceramic, metal, and polymer powders. Most products made from such blends, or composites, exhibit properties that are combinations of the properties of the various ingredients. Good examples of composite products are glass-fibre reinforced plastics, for use as tough elastic solids, and thick-film conductor, resistor, and dielectric pastes with tailored electrical properties for the packaging of microcircuits.
Natural glasses
Several inorganic glasses are found in nature. These include obsidians (volcanic glasses), fulgarites (formed by lightning strikes), tektites found on land in Australasia and associated microtektites from the bottom of the Indian Ocean, moldavites from central Europe, and Libyan Desert glass from western Egypt. Owing to their extremely high chemical durability under the sea, microtektite compositions are of significant commercial interest for hazardous waste immobilization or conversion.
Glass formation
Volume and temperature changes
Cooling from the melt
The formation of glass is best understood by examining Figure 1, in which the volume of a given mass of substance is plotted against its temperature. A liquid starts at a high temperature (indicated by point a). The removal of heat causes the state to move along the line ab, as the liquid simultaneously cools and shrinks in volume. In order for a perceptible degree of crystallization to take place, there must be a finite amount of “supercooling” below the freezing point b (which is also the melting point, Tm, of the corresponding crystal). Crystallization is essentially two processes: nucleation (the adoption of a patterned arrangement by a small number of atoms) and growth (extension of that arrangement to surrounding atoms). These processes must take place in the order described, but, since crystal growth kinetics generally precede nucleation with little overlap during cooling, crystallization in a cooling liquid occurs only over a range of temperatures. In Figure 1 this range is shown by the shaded region, with crystallization reaching its maximum probability in the darkest portion, indicated by point c.
If cooling is conducted rapidly enough, measurable crystallization will not take place; instead, the mass will continue along line abcf, its volume shrinking with falling temperature and its viscosity rising enormously. Eventually, the supercooled liquid will become so viscous that its volume will shrink at a slower rate, and finally it will become a seemingly rigid solid, indicated in Figure 1 by point g. At this point it is called glass.
The glass transformation range
The transformation from the seemingly liquid state (the supercooled liquid) to the seemingly solid state (glass) is gradual, with no evidence of any discontinuities in properties. The transition takes place over a range of temperatures called the glass transformation range; in Figure 1 it is shown by the smooth departure of line abcg from line abcf, which is known as the equilibrium liquid line. (Not shown in Figure 1 is the glass transition temperature, or Tg; this would be located at the lower end of the transformation range.) In crystallization, on the other hand, the transition from liquid to solid takes place with essentially a discontinuous change in volume. In Figure 1 this abrupt transition is indicated by a sharp drop, within the shaded crystallization region, from the liquid line abcf to the crystal line de. With further cooling, the solid follows the crystal line to point e. With few exceptions, the volume of the crystal is less than that of the glass, since the orderly arrangement of atoms in a crystalline solid does not permit as great a free volume as occurs in a glassy solid.
Cooling a supercooled liquid at slower rates causes the material to shrink to a lesser volume, continuing along the line abcf until a glass is formed at point h. Glass at point h is denser than glass at g (with the known exception of vitreous silica). The structure of glass at h is assumed to be identical to that of the liquid at (Tf)1. Known as the fictive temperature, (Tf)1 is the temperature at which the liquid structure is frozen into the glassy state. (Tf)2 represents the fictive temperature of the glass formed by fast cooling.
Reheating
Upon being reheated at all practical rates, glass always remains below its cooling curve, never retracing it. In fact, when reheating is slow enough, the volume actually shrinks in the transition range. In Figure 1 this phenomenon is shown by the dashed line that, after beginning at h, dips below the equilibrium line and eventually meets it at a higher temperature. The volume of a crystal, on the other hand, converts discontinuously, increasing abruptly when the solid is reheated to a liquid at the melting point d.
Atomic structure
Sodium silicate (water glass) glass
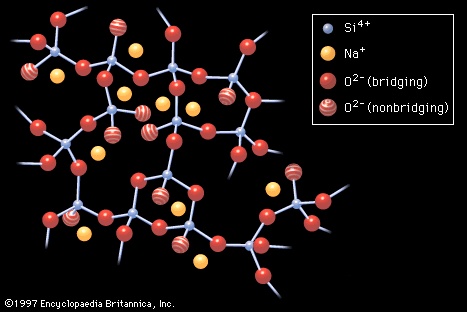
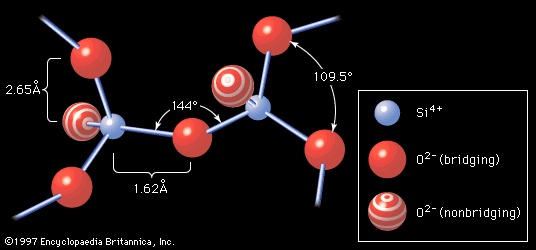 The introduction to this article referred to W.H. Zachariasen's classic definition of glass as a three-dimensional network of atoms forming a solid that lacks periodicity, or ordered pattern. Just such a random atomic arrangement as would appear in a sodium silicate glass is shown schematically in Figure 2-->. Here the building blocks of the glass network are polyhedra formed around what is known as a network-forming (NWF) cation—that is, a positively charged ion such as, in this case, silicon (Si4+). The four positive charges of the silicon ion lead it to form bonds with four oxygen atoms, forming SiO4 tetrahedra, or four-sided pyramidal shapes, connected to each other at the corners. An oxygen atom that connects two tetrahedra is known as a bridging oxygen. An oxygen atom joined to only one silicon atom is a nonbridging oxygen; its one remaining negative charge is satisfied by bonding to a network-modifying (NWM) cation—in this case, a univalent sodium ion (Na+)—which occupies an interstice adjacent to the SiO4 tetrahedron. This corner-sharing tetrahedral structure achieves a liquidlike randomness, rather than a crystalline regularity, because there is a bending of the Si-O-Si bond at the bridging oxygen. In addition, there are twist angles arising between two connecting tetrahedra, as shown in Figure 3-->.
The introduction to this article referred to W.H. Zachariasen's classic definition of glass as a three-dimensional network of atoms forming a solid that lacks periodicity, or ordered pattern. Just such a random atomic arrangement as would appear in a sodium silicate glass is shown schematically in Figure 2-->. Here the building blocks of the glass network are polyhedra formed around what is known as a network-forming (NWF) cation—that is, a positively charged ion such as, in this case, silicon (Si4+). The four positive charges of the silicon ion lead it to form bonds with four oxygen atoms, forming SiO4 tetrahedra, or four-sided pyramidal shapes, connected to each other at the corners. An oxygen atom that connects two tetrahedra is known as a bridging oxygen. An oxygen atom joined to only one silicon atom is a nonbridging oxygen; its one remaining negative charge is satisfied by bonding to a network-modifying (NWM) cation—in this case, a univalent sodium ion (Na+)—which occupies an interstice adjacent to the SiO4 tetrahedron. This corner-sharing tetrahedral structure achieves a liquidlike randomness, rather than a crystalline regularity, because there is a bending of the Si-O-Si bond at the bridging oxygen. In addition, there are twist angles arising between two connecting tetrahedra, as shown in Figure 3-->.Nonsilicate glasses
Silica is not the only oxide that fills a network-forming function in glass. Other NWF oxides are the oxides of boron (B3+), germanium (Ge4+), and phosphorus (P5+). Examples of NWM oxides are those of the alkali ions lithium (Li+), sodium (Na+), potassium (K+), rubidium (Rb+), and cesium (Cs+) and of the alkaline-earth ions magnesium (Mg2+), calcium (Ca2+), strontium (Sr2+), and barium (Ba2+). The oxides of other groups—such as lead oxide (PbO), alumina (aluminum oxide; Al2O3), and arsenic oxide (As2O5)—often act as intermediates.
Glass-forming criteria
Zachariasen's model
According to Zachariasen, in order for a given oxide AmOn to form a glassy solid, it must meet the following criteria: (1) the oxygen should be linked to no more than two atoms of A, (2) the coordination number of the oxygen about A should be small, on the order of 3 or 4, (3) the cation polyhedra must share corners only, and (4) at least three corners must be shared. These criteria are useful guidelines for the forming of conventional oxide glasses, but they reach the limits of their utility in the analysis of nonoxide glasses. Chalcogenide glasses, for instance, are chains of random lengths and random orientation formed by the bonding of the chalcogen elements sulfur, selenium, or tellurium. Ions of these elements have a 2-coordination requirement, and the chains are cross-linked by 3- or 4-coordinated elements such as arsenic, antimony, or germanium.
Kinetic arguments
The most prevalent models for glass formation are based not on structural criteria but on kinetic theories, which are based on the nucleation and crystal-growth factors outlined in the section Volume and temperature changes (industrial glass). After considering these factors, the glassmaker generates a time-temperature-transformation (T-T-T) diagram. In this diagram a curve is plotted showing the heat-treatment times that would be required at various temperatures in order for detectable crystallization to occur. In order for glass formation to take place, the glassmaker would ensure that the cooling rate of the substance exceeded the critical cooling rate for crystal formation—thus bringing into practice the kinetic theory that any substance can be brought to glass if it is cooled rapidly enough.
Phase separation
On the scale of several atoms, the structure of multicomponent glasses usually is not as random as that shown in Figure 2-->. This is because the various components of a molten mixture may display liquid-liquid immiscibility during cooling; that is, the components may separate into two or more disordered glassy phases that eventually are quenched in as glass inside glass when the substance becomes rigid. Two distinct mechanisms of phase separation exist, the nucleated droplet and the spinodal; the microstructures produced by these two mechanisms, as revealed by electron microscopy, are shown in . In the interface between the droplets and the matrix is sharp, owing to a sharp change in composition. With time the droplets increase in size until thermodynamic equilibrium compositions are achieved. In , on the other hand, spinodal structures, often wormlike in appearance, represent minor fluctuations in composition. With time the difference in composition becomes greater. An understanding of such variations in glass microstructure is vital to many industrial glassmaking processes (see Industrial glassmaking: Phase-separation techniques (industrial glass)).Properties of glass
At ordinary temperatures, glass is a nearly perfect elastic solid, an excellent thermal and electrical insulator, and very resistant to many corrosive media. (Its optical properties, however, vary greatly, depending on the light wavelengths employed.) The more or less random order of atoms is ultimately responsible for many of the properties that distinguish glass from other solids. One unique attribute of special importance may be called the isotropicity of properties, meaning that such properties as tensile strength, electrical resistance, and thermal expansion are of equal magnitude in any direction through the material.
As a glass-forming melt is cooled through the transition range, its structure relaxes, or changes continuously, from that of a liquid to that of a solid. The properties of solid glass reflect the extent of this structural relaxation. Indeed, glass can be said to retain a memory of the temperature-time schedule through the transition. Evidence of this “thermal history” is wiped out only after the glass has been reheated to the liquid state.
Most properties of glass—except for elastic and strength behaviour in the solid state—are sensitive to its chemical composition and, hence, its atomic structure. (The role of composition and structure in the formation of the glassy state is described in Glass formation: Atomic structure (industrial glass).) In oxide glasses, the specific composition-structure-property relationships are based upon the following factors: (1) the coordination number of the network-forming (NWF) ion, (2) the connectivity of the structure, as determined by the concentration of nonbridging oxygens, which, in turn, is determined by the concentration and nature of network-modifying (NWM) ions, (3) the openness of the structure, determined, again, by the concentration of NWM ions, and (4) the mobility of the NWM ions. Thus, tetrahedrally connected networks, such as those formed by silicates and illustrated in Figure 2-->, are more viscous (viscosity) than triangularly connected networks, such as those formed by borates. In silicates, the addition of network-modifying alkali ions would raise the concentration of nonbridging oxygens, and the resulting lowered connectivity would lead to a lowering of viscosity. Networks in which the interstitial spaces are less filled with NWM ions possess lower density and allow greater permeation of gases through them. Since alkali ions are the most mobile species through interstices of oxide glasses, the higher the alkali concentration, the lower the chemical durability and electrical resistivity of the material.Because glass generally acts as if it were a solution, many of its properties can be estimated by applying what are known as additivity relationships over a narrow range of compositions. In additivity relationships, it is assumed that each ingredient in a glass contributes to the properties of the glass by an amount equal to the concentration of that ingredient multiplied by a specific additivity factor. Many properties of soda-lime-silica glasses follow such relationships closely.
Physical properties
density
 In the random atomic order of a glassy solid, the atoms are packed less densely than in a corresponding crystal, leaving larger interstitial spaces, or holes between atoms. These interstitial spaces collectively make up what is known as free volume, and they are responsible for the lower density of a glass as opposed to a crystal. For example, the density of silica glass is about 2 percent lower than that of its closest crystalline counterpart, the silica mineral low-cristobalite. The addition of alkali and lime, however, would cause the density of the glass to increase steadily as the network-modifying sodium and calcium ions filled the interstitial spaces. Thus, commercial soda-lime-silica glasses (soda-lime glass) have a density greater than that of low-cristobalite. Density follows additivity behaviour closely. (The densities of representative oxide glasses are shown in Table 2-->.)
In the random atomic order of a glassy solid, the atoms are packed less densely than in a corresponding crystal, leaving larger interstitial spaces, or holes between atoms. These interstitial spaces collectively make up what is known as free volume, and they are responsible for the lower density of a glass as opposed to a crystal. For example, the density of silica glass is about 2 percent lower than that of its closest crystalline counterpart, the silica mineral low-cristobalite. The addition of alkali and lime, however, would cause the density of the glass to increase steadily as the network-modifying sodium and calcium ions filled the interstitial spaces. Thus, commercial soda-lime-silica glasses (soda-lime glass) have a density greater than that of low-cristobalite. Density follows additivity behaviour closely. (The densities of representative oxide glasses are shown in Table 2-->.) elasticity and plasticity
Because of the isotropic nature of glass, only two independent elastic moduli are normally measured: Young's modulus, which measures the ability of a solid to recover its original dimensions after being subjected to lengthwise tension or compression; and shear modulus, which measures its ability to recover from transverse stress. In oxide glasses, both Young's modulus and shear modulus do not strongly depend upon the chemical composition.
The hardness of glass is measured by a diamond microindenter. Application of this instrument to a glassy surface leaves clear evidence of plastic deformation—or a permanent change in dimension. Otherwise, plastic deformation of glass (or ductility), which is generally observed in strength tests as the necking of a specimen placed under tension, is not observed; instead, glass failure is brittle—that is, the glass object fractures suddenly and completely. This behaviour can be explained by the atomic structure of a glassy solid. Since the atoms in molten glass are essentially frozen in their amorphous order upon cooling, they do not orient themselves into the sheets or planes that are typical of growing crystalline grains. The absence of such a growth pattern means that no grain boundaries arise between planes of different orientation, and therefore there are no barriers that might prevent defects such as cracks from extending quickly through the material. The absence of dislocations causes glass not to display ductility, the property of yielding and bending like metal.
Strength and fracturing
Glass is exceptionally strong, much stronger than most metals, when tested in the pristine state. Under pure compression, glass may undergo a more or less reversible compression but not fracture. Its theoretical strength in tension is estimated to be 14 to 35 gigapascals (2 to 5 million pounds per square inch); glass fibres produced under very careful drawing conditions have approached 11.5 gigapascals in strength. The strength of most commercial glass products, on the other hand, ranges between only 14 and 175 megapascals (2,000 and 25,000 pounds per square inch), owing to the presence of scratches and microscopic flaws, generally on the surface. Apparently, surface flaws are produced in glass by abrasion with most solids—even by the touch of a finger and particularly by another piece of glass that rubs against it during manufacture. Flaws have a stress-concentrating (stress) effect; that is, the effective stress at the tip of a flaw can be easily 100 to 1,000 times greater than that applied. Tensile stresses in excess of a low limit, called the fatigue limit, cause the flaw to undergo a subcritical crack growth. Eventually, depending on the applied stress, the shape of the flaw, the temperature, and even the corrosiveness of the environment, the growth velocity of the crack approaches its terminal limit, and failure becomes imminent. Thus, under a tensile loaded condition, all glass experiences static fatigue and eventually fails. The crack growth velocities are higher with higher magnitudes of tensile stress, sharper flaws (where the tip radius is much smaller than the length), higher temperatures, and higher humidity.
A glass fracture may be examined visually or with a (generally) low-power stereo microscope. Starting from its point of origin, the fracture front travels slowly, producing a nearly semicircular shiny surface called the mirror. The radius of the mirror is inversely related to the fracture stress and, hence, is indicative of the violence of the fracture. (For instance, a thermal fracture generally produces a large mirror, whereas a mechanical fracture often displays a small mirror.) The edges of the mirror have a fine fibrous or misty texture, called the mist. Surrounding the mist are wider and deeper radial ridges, with slivers of glass lifted out. Known as the hackle, these ridges ultimately lead to crack branching. Fracture travels faster in a region that is under tensile stress than in a region of compression; severe compression causes the direction of crack growth to twist, producing a twist hackle or river pattern. Penetration by a pointed object, such as a bullet, often produces what is known as a Hertzian cone fracture, in which an expanding cone of glass is ejected from the side of glass opposite to the impact.
Fractography of glass is important in manufacture and service, in that it is equivalent to a postmortem examination. An experienced fractographer can often pinpoint the origin, the cause, and the circumstances of product failure.
Thermal properties
viscosity
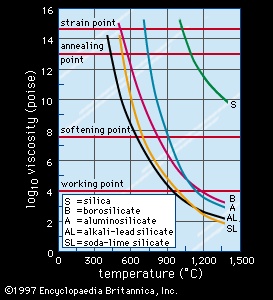 As can be seen from Figure 5-->, the viscosity of glass, as measured in centimetre-gram-second units known as poise, decreases with rising temperature. Figure 5--> also indicates the temperatures at which certain glasses reach standard viscosity reference points that are important in glassmaking. For instance, the working point, the temperature at which a gob of molten glass may be delivered to a forming machine, is equivalent to the temperature at which viscosity is 104 poise. The softening point, at which the glass may slump under its own weight, is defined by a viscosity of 107.65 poise, the annealing point by 1013 poise, and finally the strain point by 1014.5 poise. Upon further cooling, viscosity increases rapidly to well beyond 1018 poise, where it can no longer be measured meaningfully. (The softening point and working point of the major oxide glass families are indicated in Table 2-->.)The annealing point and the strain point lie in the glass transformation range shown in Figure 1; often, the glass transition temperature (Tg) and the annealing point are used synonymously, and the strain point marks the low-temperature end of the range. The Tg may also be considered the maximum temperature for intermittent service. It is evident from Figure 5--> that the Tg of vitreous silica is the highest of the commercial glasses and that increasing the amount of alkali additions (and therefore the concentration of NWM ions) lowers Tg. Of all the various factors affecting viscosity, water, in the form of hydroxyl ions or molecular water, lowers viscosity the most.
As can be seen from Figure 5-->, the viscosity of glass, as measured in centimetre-gram-second units known as poise, decreases with rising temperature. Figure 5--> also indicates the temperatures at which certain glasses reach standard viscosity reference points that are important in glassmaking. For instance, the working point, the temperature at which a gob of molten glass may be delivered to a forming machine, is equivalent to the temperature at which viscosity is 104 poise. The softening point, at which the glass may slump under its own weight, is defined by a viscosity of 107.65 poise, the annealing point by 1013 poise, and finally the strain point by 1014.5 poise. Upon further cooling, viscosity increases rapidly to well beyond 1018 poise, where it can no longer be measured meaningfully. (The softening point and working point of the major oxide glass families are indicated in Table 2-->.)The annealing point and the strain point lie in the glass transformation range shown in Figure 1; often, the glass transition temperature (Tg) and the annealing point are used synonymously, and the strain point marks the low-temperature end of the range. The Tg may also be considered the maximum temperature for intermittent service. It is evident from Figure 5--> that the Tg of vitreous silica is the highest of the commercial glasses and that increasing the amount of alkali additions (and therefore the concentration of NWM ions) lowers Tg. Of all the various factors affecting viscosity, water, in the form of hydroxyl ions or molecular water, lowers viscosity the most. thermal expansion
As is evident from Figure 1, glass normally expands when heated and shrinks when cooled. This thermal expansion of glass is critical to its thermal shock performance (that is, its performance when subjected suddenly to a temperature change). When a hot specimen of glass is suddenly cooled—for example, by plunging it in iced water—great tension may develop in the outside layers owing to their shrinking relative to the inner layers. This tension may lead to cracking. Resistance to such thermal shock is known as the thermal endurance of a glass; it is inversely related to the thermal-expansion coefficient and the thickness of the piece. The thermal expansion coefficients of various oxide glasses are shown in Table 2-->.Soda-lime-silicates and alkali-lead-silicates, which typically have high expansion coefficients, are quite susceptible to shocking. Improved thermal shock resistance is obtained by using Pyrex-type sodium borosilicates or vitreous silica. For space-based telescopes, the mirror substrates often require materials with expansion coefficients close to zero, in order to avoid any dimensional changes due to temperature fluctuations. A silica glass containing 7.5 percent titanium oxide has a near-zero thermal expansion coefficient and provides satisfactory service in this application.
It should also be evident from Figure 1 that the contraction curve of a glass is significantly different from its expansion curve. When glass is used to seal to other materials such as a metal, the relevant parameter is its effective thermal contraction, not its thermal expansion.
heat transfer
The thermal conductivity of oxide glass due to atomic vibrations (the so-called phonon mechanism) does not increase appreciably with temperature. On the other hand, the radiation conductivity (thermal conductivity due to photon transport) increases greatly with temperature. Radiation conductivity is also inversely proportional to the absorption coefficient of a glass for specific photon wavelengths. Thus, the rather high radiation conductivity of molten clear glass enables melting to depths of almost two metres, or five feet, in continuous glass tanks without a serious risk of frozen glass at the bottom. Coloured glasses, on the other hand, have a high photon absorption coefficient and therefore need to be melted either to shallow depths or with electric boosting from the bottom of the tank.
Chemical properties
The primary determinant of chemical durability in glass is an ion exchange reaction (ion-exchange reaction) in which alkali ions in the glass are exchanged with hydrogen atoms or hydronium ions present in atmospheric humidity or water. The alkali ions thus leached out of the glass further react with carbon dioxide and water in the atmosphere to produce alkali carbonates and bicarbonates. These are seen as the white deposits that form on a glassy surface in dishwashing tests or after extended humidity exposure (often called weathering). The relative “weatherabilities” of the major oxide glasses are indicated in Table 2-->. In addition, the weathering resistance of several commercial glasses is shown in Figure 6. In general, glasses that are low in alkali offer increased weathering resistance. Vitreous silica is the most resistant, but borosilicates and aluminosilicates also offer excellent weathering resistance.The leaching mechanism described above generally operates when the attacking fluid is water or an acidic solution. On the other hand, a dissolution of the entire network may occur when silicate glasses are attacked by caustic alkalis and by hydrofluoric, phosphoric, and perchloric acids. The general approach to improving the chemical durability of glass is to make the surface as silica-rich as possible. This can be accomplished by two methods: fire polishing, a procedure that removes alkali ions by volatilization; or surface treatment with a mixture of sulfur dioxide and steam, which extracts alkali by leaching and converting to washable alkali sulfate. Other methods of improving chemical durability involve limiting the access of water or humidity to the glass surface. Polymeric barrier coatings are effective in this way.
Small amounts of alumina in the glass composition (on the order of 2 to 3 percent) work well to improve the chemical durability of containers. Some high aluminosilicates resist even hot sodium-metal vapours.
Electrical properties
Electrical conductivity
Although most glasses contain charged metallic ions capable of carrying an electric current, the high viscosity of glass impedes their movements and electrical activity. Thus, glass is an efficient electrical insulator—though this property varies with viscosity, which in turn is a function of temperature. Indeed, the electrical conductivity of glass increases rapidly with temperature. Hence, in glassmaking it is possible to melt soda-lime-silica glass electrically once it has been heated to about 1,000° C (1,800° F) through auxiliary means.
Since univalent alkali ions have the greatest mobility through the glassy structure, they are the primary charge carriers of a glass and therefore determine its electrical conductivity. In general, the higher the concentration of alkalis, the higher the electrical conductivity—as can be seen in Table 2-->, where soda-lime silicates and sodium borosilicates are shown to have the highest conductivities of the glasses listed. The most noted exception from the additivity relationship here is the mixed-alkali effect, in which glasses containing two or more different types of alkali ions have a significantly lower electrical conductivity than linear additivity would suggest. In applications such as high-wattage lamps, where low electrical conductivity is desired, mixed-alkali glasses are useful. dielectric constant
The dielectric, or nonconducting, property of glass is important for its use either as a medium separating the plates of a capacitor or as a substrate in integrated circuits. For capacitor usage, the dielectric constant must be high, whereas for substrates it must be low enough to allow high signal speeds between semiconductor chips. In general, the dielectric constant of glass generally increases with the concentration of NWM ions. Therefore, as is shown in Table 2-->, vitreous silica has one of the lowest dielectric constants, while most soda-lime-silicates have high dielectric constants.Electronic conduction
Electronic conduction of charge is important in only two families of glasses: oxide glasses containing large amounts of transition-metal ions and chalcogenides. In metallic solids there are a large number of weakly bound electrons that can move about freely through the crystal structure, but in insulating solids the electrons are confined to specific energy levels known as valence and conduction bands. As the temperature is raised, some electrons from the valence band are able to jump across to the conduction band, thus contributing to what is known as the intrinsic conductivity of the atom. In extrinsic semiconductivity, on the other hand, electrons are provided by defects in the chemical bonding and by impurity atoms. In oxide glasses containing transition-metal ions, for instance, it is believed that electronic conductivity occurs as the hopping of an electron between two transition-metal ions of differing valence that are separated by an oxygen atom. In chalcogenide glasses, semiconductivity is primarily caused by defective bonds in which a particular atom does not follow its covalent coordination.
Optical properties
Transparency, opacity, and colour
Because electrons in glass molecules are confined to particular energy levels, they cannot absorb and reemit photons (the basic units of light energy) by skipping from one energy band to another and back again. As a consequence, light energy travels through glass instead of being absorbed and reflected, so that glass is transparent. Furthermore, the molecular units in glass are so small in comparison to light waves of ordinary wavelengths that their absorption effect is negligible. Radiation of some wavelengths, however, can cause glass molecules to vibrate, making the glass opaque to those wavelengths. For instance, most oxide glasses are good absorbers of, and are therefore opaque to, ultraviolet radiation of wavelengths smaller than 350 nanometres, or 3,500 angstroms. These glasses can be made more transparent to ultraviolet radiation by increasing the silica content. At the same time, silicate glasses absorb wavelengths greater than 4 micrometres, making them virtually opaque to infrared radiation. Heavy-metal fluoride glasses, on the other hand, transmit wavelengths up to about 7 micrometres, while some chalcogenide glasses transmit as far as 18 micrometres—properties that make them transparent into the middle infrared region.
Glass to which certain metallic oxides have been added will absorb wavelengths corresponding to certain colours and let others pass, thus appearing tinted to the eye. For instance, cobalt gives an intense blue tint to glass, chromium generally gives green, and manganese imparts purple.
Photosensitivity (photosensitization)
In some glasses containing small amounts of cerium oxide and ions of copper, silver, or gold, exposure to ultraviolet radiation causes the oxidation of cerium and the reduction of the latter elements to the metallic state. Upon subsequent heating, the metal nuclei grow, or “strike,” developing strong colours (red for copper and gold, yellow for silver) in the ultraviolet-exposed regions of the glass. This technique has been used to produce “three-dimensional photographs,” but a more recent use is in microphotolithography for the production of complex electronic circuits.
Traditional photochromic eyeglasses are generally alkali boroaluminosilicates with 0.01 to 0.1 percent silver halide and a small amount of copper. Upon absorption of light, the silver ion reduces to metallic silver, which nucleates to form colloids about 120 angstroms in size. This is small enough to keep the glass transparent, but the colloids are dense enough to make the glass look gray or brown. In photochromic eyeglasses, darkening is reversed either by the removal of light (optical bleaching) or by raising the temperature (thermal bleaching).
refraction and reflection of light
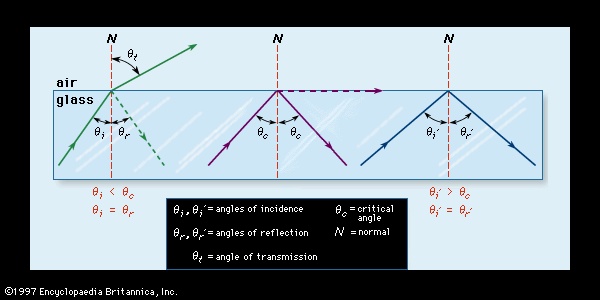 A ray of light, on passing from one transparent medium to another transparent medium of different density, will be transmitted through the second medium with no loss of intensity or change in direction if it strikes the boundary between the two mediums at a right angle (90°). In geometric terms, the right angle at which the light ray meets the boundary is called the normal. If the light ray meets the boundary at an angle other than the normal, then it will be partially reflected back into the first medium and partially refracted, or deflected, in its path through the second medium. The extent to which the light is reflected and refracted depends on the relative densities of the two mediums involved (usually glass and air) and on the angle at which the light ray meets the boundary (known as the angle of incidence). As is shown in Figure 7-->, if the light ray meets the boundary at less than a certain critical angle (θc), most of the light will be refracted while a small amount is reflected. If it arrives at the boundary at the critical angle, then the emerging light will be of diminished intensity and will assume a direction parallel and close to the boundary; most of the light will be reflected. Finally, if the critical angle is exceeded, all of the light will be reflected back into the glass without suffering any loss of intensity. Known as total internal reflection, this phenomenon is widely exploited in single-lens reflex cameras and in fibre optics, in which light signals are piped for great distances before signal boosting is required.Refraction can be expressed as a constant, known as the refractive index, which is derived mathematically from the ratio of the sine of the angle of incidence on the medium to the sine of the angle of refraction within the medium. The refractive index of a particular type of glass depends on its composition and on the wavelength of the light. The refractive indices of various oxide glasses are shown in Table 2-->.
A ray of light, on passing from one transparent medium to another transparent medium of different density, will be transmitted through the second medium with no loss of intensity or change in direction if it strikes the boundary between the two mediums at a right angle (90°). In geometric terms, the right angle at which the light ray meets the boundary is called the normal. If the light ray meets the boundary at an angle other than the normal, then it will be partially reflected back into the first medium and partially refracted, or deflected, in its path through the second medium. The extent to which the light is reflected and refracted depends on the relative densities of the two mediums involved (usually glass and air) and on the angle at which the light ray meets the boundary (known as the angle of incidence). As is shown in Figure 7-->, if the light ray meets the boundary at less than a certain critical angle (θc), most of the light will be refracted while a small amount is reflected. If it arrives at the boundary at the critical angle, then the emerging light will be of diminished intensity and will assume a direction parallel and close to the boundary; most of the light will be reflected. Finally, if the critical angle is exceeded, all of the light will be reflected back into the glass without suffering any loss of intensity. Known as total internal reflection, this phenomenon is widely exploited in single-lens reflex cameras and in fibre optics, in which light signals are piped for great distances before signal boosting is required.Refraction can be expressed as a constant, known as the refractive index, which is derived mathematically from the ratio of the sine of the angle of incidence on the medium to the sine of the angle of refraction within the medium. The refractive index of a particular type of glass depends on its composition and on the wavelength of the light. The refractive indices of various oxide glasses are shown in Table 2-->.When glass is subjected to unequal stress components operating on perpendicular planes, it becomes birefringent (that is, doubly refracting). The resulting birefringence (double refraction) of a plane-polarized light can be measured by birefringence compensators such as a quartz wedge, and from this measurement the magnitude of the stresses can be estimated. In a polariscope fitted with a tint plate, stressed glass displays colours; the distribution of these colours also may be used for recognizing stress patterns during quality-control operations.
Glassmaking in the laboratory
Glassmaking requires a carefully weighed selection of raw materials. For laboratory melting, a batch is prepared from reagent-grade chemicals such as floated silica, sodium carbonate, calcium carbonate, alumina, and borax—all of which are assumed to convert to equivalent amounts of oxides after decomposition. The mixed batch is placed in a covered crucible and heated generally inside an electric resistance furnace. The crucible is made of suitable refractory materials—for instance, fireclay (inexpensive but contaminating), fused silica (for good thermal shock resistance), and high-density alumina. In order to avoid contamination of the molten glass by refractory materials, it is often recommended that crucibles be made of platinum—either the pure metal or alloyed with 2 to 20 percent rhodium or 5 percent gold. Because of the expense associated with these noble metals, the laboratory glassmaker must be careful not to mix a batch that, upon melting, would undergo chemical reaction with the crucible materials.
Convenient electric-resistance furnaces are temperature-controlled, with programming capabilities. Heating elements may be made of molybdenum disilicide with low thermal mass insulation. Glass may be poured in graphite or steel molds or, alternatively, rolled (using a metal roller) into thin flakes while being poured onto a steel or aluminum chill plate. If fritting, or breaking into small particles, is desired, the molten glass stream may be dropped into water. Blocks of glass can be cut or drilled with diamond-impregnated saws and drills. Glass also may be ground using diamond-impregnated rotating wheels, silicon carbide paper, or silicon carbide slurry. It can be polished using cloths loaded with finer-grained abrasives such as diamond, iron oxide, or ceria.
Industrial glassmaking
The raw materials
Chemical compounds
Glasses of commercial importance are composed of a variety of chemical compounds; these are described in Glass compositions and applications (industrial glass), and the constituents of the major oxide glasses are listed in Table 1-->. For glass manufacture on an industrial scale, these chemical compounds must be obtained from properly sized, cleaned, and treated minerals that have been preanalyzed for impurity. silica is obtained from clean sand. Appropriate mineral sources for soda are soda ash (sodium carbonate) and sodium hydroxide. Lime is obtained from limestone (calcium carbonate) or from dolomite (calcium magnesium carbonate) when magnesium oxide is also needed. In the past it was customary to add about 0.25 percent arsenic oxide and 0.5 percent sodium nitrate to aid in glass fining, or removal of bubbles. These chemicals are no longer recommended in view of hazards to the individual and the environment; instead, less noxious compounds such as sodium chloride, sodium sulfate, or sodium nitrate are recommended.Cullet
In addition to the mineral ingredients such as those listed above, a glass batch traditionally consists of 25 to 60 percent cullet. Cullet is crushed rejected glass, generally of the same composition as the mineral mixture, that is included because its early melting in the furnace brings the mineral particles together, resulting in accelerated reactions.
The glass-melting furnace
The melting chamber
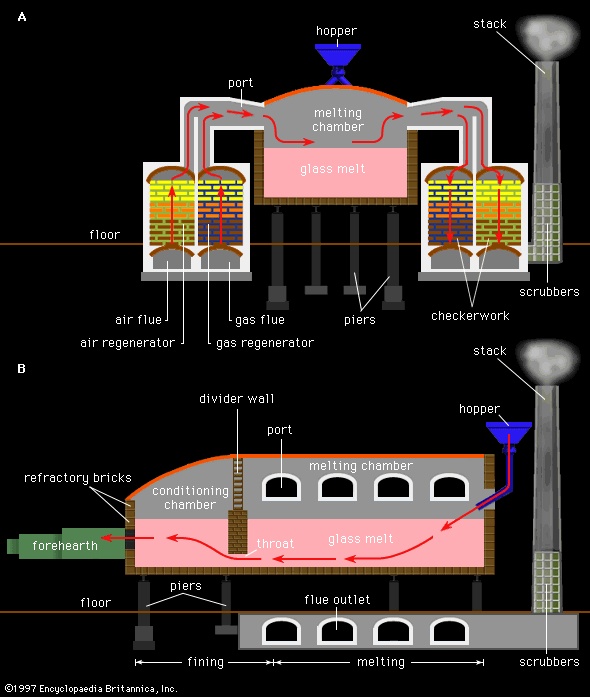 After a glass batch is mixed in blenders, it is conveyed to the doghouse, a sort of hopper located at the back of the melting chamber of a glass-melting furnace (see Figure 8-->). The batch is often lightly moistened to discourage segregation of the ingredients by vibrations from the conveyor system, or it may be pressed into pellets or briquettes to improve contact between the particles. The batch is inserted into the melting chamber by mechanized shovels, screw conveyors, or blanket feeders. Continuous glass-melting chambers are 6 to 12 metres wide and as much as 30 metres long (20 to 40 feet wide by 100 feet long). They may hold as much as 1,000 tons of glass and produce as much as 50 to 500 tons per day. For smaller production rates, day tanks or unit melters are used. In the large melting chambers, the tank is made of high-density, highly corrosion-resistant refractory materials, such as electrocast alumina-zirconia-silica, to ensure a trouble-free service life of 5 to 10 years.Natural gas, oil, or electricity may be used to generate the heat of melting. For fossil-fuel firing, the furnaces are often of the regenerative type (see Figure 8-->). In regenerative ovens, firing is carried out in cycles. For half of the cycle (10 to 15 minutes), fuel and air are passed through a hot checker-brick arrangement in a set of regenerator chambers on one side of the oven. The heated mixture is then directed through ports to the melting chamber, where it is burned over the glass melt. The hot flue gases, after exiting the chamber through another set of ports, are directed through another set of regenerators, where they impart much of their heat to the checker-brick arrangement there. For the second half of the cycle, the firing sequence is reversed: combustible mixture is brought in through the second regenerator and is preheated by the checker-brick; this increases the thermodynamic efficiency of the combustion.
After a glass batch is mixed in blenders, it is conveyed to the doghouse, a sort of hopper located at the back of the melting chamber of a glass-melting furnace (see Figure 8-->). The batch is often lightly moistened to discourage segregation of the ingredients by vibrations from the conveyor system, or it may be pressed into pellets or briquettes to improve contact between the particles. The batch is inserted into the melting chamber by mechanized shovels, screw conveyors, or blanket feeders. Continuous glass-melting chambers are 6 to 12 metres wide and as much as 30 metres long (20 to 40 feet wide by 100 feet long). They may hold as much as 1,000 tons of glass and produce as much as 50 to 500 tons per day. For smaller production rates, day tanks or unit melters are used. In the large melting chambers, the tank is made of high-density, highly corrosion-resistant refractory materials, such as electrocast alumina-zirconia-silica, to ensure a trouble-free service life of 5 to 10 years.Natural gas, oil, or electricity may be used to generate the heat of melting. For fossil-fuel firing, the furnaces are often of the regenerative type (see Figure 8-->). In regenerative ovens, firing is carried out in cycles. For half of the cycle (10 to 15 minutes), fuel and air are passed through a hot checker-brick arrangement in a set of regenerator chambers on one side of the oven. The heated mixture is then directed through ports to the melting chamber, where it is burned over the glass melt. The hot flue gases, after exiting the chamber through another set of ports, are directed through another set of regenerators, where they impart much of their heat to the checker-brick arrangement there. For the second half of the cycle, the firing sequence is reversed: combustible mixture is brought in through the second regenerator and is preheated by the checker-brick; this increases the thermodynamic efficiency of the combustion.Another type of furnace is the recuperative furnace, in which the flue gases continuously exchange heat with the incoming combustible mixture through metal or ceramic partitions. Yet another means of improving combustion efficiency is to use oxygen-rich air or even pure oxygen. The use of oxygen is a particularly important technology, since it greatly reduces undesirable nitrogen oxides in the flue gas. In all cases, flue gases should be transported through heat exchangers, scrubbers, and bag precipitators in order to prevent sulfur oxides and particulate matter from escaping into the atmosphere.
At high temperatures (i.e., above 1,000° C, or 1,800° F) the glass may be conductive enough for booster electrodes of molybdenum, graphite, or tin oxide to be inserted in the tank and provide supplementary heating. Electric melting is by far the most energy-efficient and clean method: it introduces heat where needed, and it eliminates the problem of batch materials being carried away with the flue gases. With electric heating, thermal efficiencies as high as 70 to 80 percent can readily be achieved, whereas getting 40 percent efficiency from fossil-fuel firing is not an easy task. Among the specialty furnaces incorporating electric melting are “cold-top” furnaces, into which the batch is poured or sprinkled from the top. In these furnaces the melt zone is vertically organized; that is, the batch at the top is solid, while molten glass flows out the bottom. The cold-batch method ensures a very low emission of decomposition, vaporization, and carryover products; in addition, batches containing fluorides can be melted generally with little or no escape of toxic fluorine.
The conditioning chamber
In the melting chamber, temperatures reach a peak of 1,475° C (2,685° F) for a soda-lime-silicate glass. At these temperatures, large quantities of gas are generated by the decomposition of raw materials in the batch. These gases, together with trapped air, form bubbles in the glass melt. Large bubbles rise to the surface, but, especially as the glass becomes more viscous, small bubbles are trapped in the melt in such numbers that they threaten the quality of the final product. They are removed in a process called fining, which takes place mostly in another section of the furnace known as the conditioning chamber (see Figure 8-->). From the melting chamber, the molten glass is allowed to pass through a throat in a divider wall, or bridge wall, into the conditioning chamber, where temperatures are held at about 1,300° C (2,375° F). Here the fine bubbles are removed by being dissolved back into the glass. In addition, the glass is homogenized by diffusive mixing. In order to ensure that the composition of the melt is uniform throughout, mechanical mixers or nitrogen or air bubblers can be installed in the bottom of the melting chamber. Special challenges to homogenization can be posed by residual unmelted material from the batch, particularly sand grains, as well as devitrification products, material from the refractory lining of the melting tank, foreign matter such as bottle caps, and vaporization of the various glass constituents, particularly of boric oxide and alkali. Glass homogenization, in fact, is the rate-limiting step in the entire glass-melting process.The forehearth
From the conditioning chamber, glass is taken in a set of narrow channels, called the forehearth, to the forming machines. The residence time of glass in a tank varies from a half-day to 10 days, depending on the pull rate, or the rate at which glass is fed to the forming machines, as well as the flow patterns established in the tank.
Two problems that may arise toward the working end of the glassmaking process are known as devitrification and reboil. Devitrification, or loss of the glassy state, entails the development of crystals when the molten glass happens to be subjected to temperatures within the shaded region of Figure 1. The most serious threat is the formation of quartz crystals in the throat and forehearth regions. Glass reboil is the rapid exsolution of dissolved gases as temperatures rise. Upon coming out of solution, the gases nucleate and form bubbles in the glass.
Nonfusion glassmaking
Cooling from the melt is not the only route to glassmaking. Glass also may be made directly from the solid, gas, or liquid solution.
From the solid state
A solid may be converted to glass by high rates of shearing (caused, for instance, by a shock wave during an impact), or it may be converted by irradiation with high-energy subatomic particles. The former type are called diaplectic glasses, and the latter type are metamict solids. Some glass fragments gathered from the surface of the Moon may be examples of diaplectic glass formed by meteoroid impacts. Examples of metamict solids are minerals that contain natural high-energy particle radioactivity.
From the gaseous (gas) state
Glass also may be prepared directly from a gas. In one process, known as nonreactive vapour-phase glassmaking, elements such as silicon, germanium, and selenium or their alloys are vacuum-evaporated or sputtered and then condensed onto a cool substrate. In another process, known as reactive vapour-phase glassmaking, the desired glass is formed by a chemical reaction. Chemical vapour deposition, or CVD, belongs to this latter category, with a good example being the making of silica glass by hydroxylation. In the hydroxylation technique, vapours of silicon tetrachloride (SiCl4) are reacted at high temperatures with steam (H2O), causing a “soot” of silica (SiO2) to deposit on cooler substrates. The soot is subsequently sintered to a dense glass. (A practical application of this technique involving oxidation of silicon tetrachloride is described in Glass forming: Optical fibres (industrial glass).)
From liquid solution
Silica glass also may be prepared from a liquid solution. In this technique, known as the sol-gel route, alcoholic solutions of organometallic precursors, generally alkoxides such as tetraethyl orthosilicate (TEOS), are hydrolyzed with water at low temperatures while stirring vigorously. Hydrolysis promotes chelation, or the formation of network-type atomic connections, until the mass gels. The gel is then carefully dried to remove excess alcohol and water, and it is subsequently sintered to form a dense glass. Because high-temperature reactions with containers are avoided in the sol-gel route, it can produce glass of much higher purity than does the melting process. However, the gel route is slow, expensive, and not conducive to obtaining large, monolithic specimens (primarily because of fractures that form during drying). Nevertheless, the method can readily be used to deposit thin films such as antireflection coatings.
Phase-separation techniques
The Vycor process
The spinodal mechanism described in Glass formation: Phase separation (industrial glass) is at the heart of the trademarked Vycor process for obtaining a glass of 96 percent silica and 4 percent sodium borate (borax). A sodium borosilicate melt is allowed to separate into two continuous, intertwined matrices of glass, one a silica-rich phase and the other a sodium borate-rich phase. The latter is dissolved out by acid treatment, leaving behind a porous skeleton of 96 percent silica. In the porous shape, the glass (known as “thirsty” glass) may be used as a catalytic support, a molecular sieve, or a time-release capsule. It also may be used as a glass-polymer composite after polymeric liquids are aspirated into the pores and allowed to complete polymerization there. In addition, the porous silica can be sintered to a dense state and used as a substitute for vitreous silica.
Glass ceramics
For the production of glass ceramics, a high density of crystalline nuclei is generated in the glass melt either by the droplet phase-separation mechanism or by the addition of nucleating agents such as titania, zirconia, and phosphorus pentoxide. After nucleation is carried out for a predetermined time, the crystals are allowed to grow to maturity at an elevated temperature.
Glass forming
All traditional glass products such as tableware, containers, tubes and rods, flat glass, and fibreglass are formed of glass made by the melting process. viscosity is the key property in glass forming. After melting and conditioning (described in Industrial glassmaking (industrial glass)), glass is delivered to a forming machine in a manageable shape at a viscosity of approximately 104 poise. At this viscosity, indicated in Figure 5--> as the working point, the glass can be worked on to form the desired object and then released in a near-solid condition. All through the process, heat is extracted in a controlled manner in order to allow the viscosity to increase from the levels typical of a liquid to those of a solid.Beads and microspheres
Solid glass beads and microspheres used in blast cleaners, shot peening, and reflective paints can be made simply by passing finely fritted glass through a hot flame. Hollow microspheres, used mostly as low-density fillers, may be produced by one of many processes. In one method, the glassmaking ingredients are dissolved in water, urea is added as blowing agent, and the mixture is fed through the gas or air nozzle of a burner. In another method, a solution of an alkoxide in alcohol is stirred into a liquid dispersant that causes the solution to break up into small droplets. The droplets are allowed to gel and are then separated, dried, and sintered.
tableware
Tableware tumblers are made by blowing glass at the end of a blowing pipe into a split paste-mold. The paste-mold is made of cast iron and is lined with a wetted cork-type or pasted-sawdust material. The resulting steam cushion gives a smooth finish to the glass, which is rotated in the mold during the blowing step. The formed ware is then gently knocked off the pipe by a light scoreline, and the rim is beaded using a flame.
Containers
Narrow-mouth containers such as bottles (bottle) are usually formed by the Individual Section (IS) machine. In this machine a stream of molten glass is pushed out of an orifice at the end of the forehearth by a rotating bowl and is subsequently cut to gobs of glass. The gobs travel down chutes to a mold in which the glass is blown by compressed air to an intermediate parison shape. A mechanical arm then grips the parisons and swings them over to the finishing mold, where a second blowing operation brings them to a finished form. The entire operation, from gob delivery to finished forming, lasts about 11 seconds. The hot containers are then set on a conveyor belt, cooled, and transported to the annealing lehr, as shown in . (See also Glass treating: Annealing (industrial glass).) At the entrance to the lehr, “hot-end” sprays of tin chloride solution are applied in order to impart a hard, abrasion-resistant tin oxide coating to the glass surface, and at the lehr exit “cold-end” sprays of water-based polyethylene emulsions make the surface more lubricious. High production speeds are obtained by using a machine with as many as 12 sections, each section cutting and forming as many as four gobs.
Wide-mouth containers are often formed by using a pressing operation for the parison. In the production of lightweight containers, forming the parison by pressing brings a more uniform distribution of glass than is possible in blowing; this allows superior control of the thinner container walls.
The molds used in container forming are generally made of cast iron, with alloying elements such as carbon, titanium, chromium, vanadium, and molybdenum added to increase oxidation resistance. Lubricants are used to keep the hot glass from adhering to the molds.
Lightbulbs (lightbulb)
Lightbulb shells are made on a commercial scale by a ribbon machine. This machine consists of two large upper and lower turrets containing a number of blow heads and molds. A thin stream of glass exiting from the forehearth is fed between a pair of water-cooled rollers, which form a series of patties in the stream. The patties are picked up by the blow heads and, after some puffing operations, are blown into finished shells within the rotating paste-molds on the lower turret while traveling at high speeds along the length of the turret. The ribbon machine is a marvel to watch, with a normal shell-making speed of 30 per second.
Finished bulbs are made by sealing into the lamp shell a pair of suitably chosen metal leads. In common incandescent lightbulbs made of soda-lime-silica shells, the leads are first sealed into a soft glass “flare,” which is subsequently fusion-sealed around the skirt to the shell housing.
Tubes and rods
Tubes and rods are made in three processes: the Danner process, the downdraw process, and the Vello process. In the Danner process, a continuous stream of glass flows over a hollow, rotating mandrel that is mounted on an incline inside a surrounding muffle. With the rotation of the needle, the downward glass flow gradually forms a hollow tubular envelope that is drawn ultimately into a tube. The tube shape is maintained by a stream of air blown through the mandrel. For making rods, a slight suction is maintained in order to collapse the walls of the glass envelope as it leaves the mandrel. In both cases, the form is gradually pulled by belt tractors into a horizontal position, where sections are cut by scoring with a hard tip and advancing the crack with pinpoint flames.
In the downdraw process, molten glass is allowed to flow vertically downward through a defined orifice and is pulled by traction from below. The orifice controls the thickness of the tube wall and the shape of the bore. The process allows the forming of complex cross sections, including oval bore shapes such as that of a thermometer. In addition, strips of a second glass can be fused to the primary glass, as in a thermometer, by drawing a stream from an auxiliary melting pot. In the Vello process, a hybrid of the downdraw and the Danner processes, glass flows downward through a defined orifice and is gently turned horizontal.
Flat glass
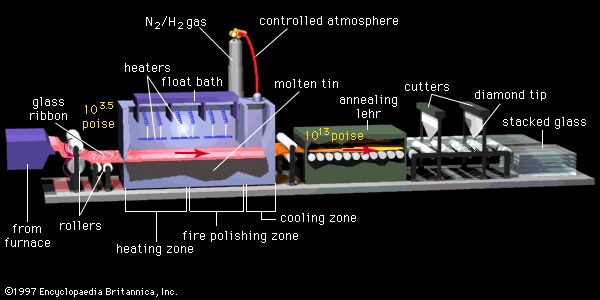 The modern method of producing flat glass for such products as windows (window) and mirrors (mirror) is the float process, in which molten glass is brought over the lip of a broad spout, allowed to pass between rollers, and floated over a bath of molten tin in a steel container (see Figure 10-->). Glass enters the container at approximately 103.5 poise—a viscosity that, for soda-lime-silica glass, is present at a temperature greater than 1,000° C (1,800° F). It is cooled over the length of the tin bath, which has a melting point of 232° C (450° F), and exits in a nearly solidified sheet form with a viscosity of about 1013 poise. Under such conditions glass spreads by gravity to a thickness of 7 millimetres (0.28 inch), but, if it is compressed with graphite paddles or stretched with knurled rollers, glass may be made in thicknesses of 2 to 25 millimetres and in widths up to 4 metres.
The modern method of producing flat glass for such products as windows (window) and mirrors (mirror) is the float process, in which molten glass is brought over the lip of a broad spout, allowed to pass between rollers, and floated over a bath of molten tin in a steel container (see Figure 10-->). Glass enters the container at approximately 103.5 poise—a viscosity that, for soda-lime-silica glass, is present at a temperature greater than 1,000° C (1,800° F). It is cooled over the length of the tin bath, which has a melting point of 232° C (450° F), and exits in a nearly solidified sheet form with a viscosity of about 1013 poise. Under such conditions glass spreads by gravity to a thickness of 7 millimetres (0.28 inch), but, if it is compressed with graphite paddles or stretched with knurled rollers, glass may be made in thicknesses of 2 to 25 millimetres and in widths up to 4 metres.Flat sheets are cut by scribing a score line with a diamond tip and gently applying pressure to advance the crack. Flat glass produced by the float method has excellent thickness control and strength. Some tin is picked up by the glass, primarily in the metal-contact face.
fibreglass
Glass-fibre wool for insulation (insulator) is usually produced by allowing a molten glass stream to drop into a spinning cup that has numerous holes in its wall. Glass fibres extrude through the holes under centrifugal force and meet a high-velocity air blast that breaks them into short lengths. On their descent to a traveling belt below, the fibres are bonded together with an adhesive spray. The binder is cured, and the wool is gently packed into chopped batts or rolls.
Continuous fibres for textiles are made by dropping molten glass or glass marbles into an electrically heated platinum-rhodium bushing pierced by hundreds or even thousands of fine orifices. The fibres are brought together into a single strand below. By pulling the glass with a mechanical winder at linear speeds as high as 200 kilometres (125 miles) per hour, fibres as fine as three micrometres in diameter can be drawn.
Optical (optics) glass
In the optical glass industry, the word flint (flint glass) is used to refer to clear glass of higher refractive index and higher dispersive power—properties that are generic to glasses of high lead content but are not limited to them. Likewise, the word crown (crown glass) is used to refer to glass of lower refractive index and lower dispersive power—properties generic to soda-lime glass.
The key to producing optical glass is rigid control of the refractive index, for which it is necessary to use highly controlled materials with impurity levels lower than the parts-per-million range. Melting (thermal fusion) is generally carried out in electrically heated furnaces with a platinum-lined tank or platinum crucibles; occasionally melting is conducted in large clay pots that hold about a ton of glass. Molten glass is cast into flats, delivered as a stream directly into mold blanks, or extruded into rods. In traditional optical-glass houses, the glass is cooled in the pots, and good pieces are selected and remelted in order to obtain more acceptable homogeneity.
Optical fibres
Properties
Optical waveguides (OWGs), which transmit information signals in the form of pulses of light, consist of a core glass fibre clad by glass of a lower refractive index. As is explained in Properties of glass: Optical properties: Refraction and reflection of light (industrial glass), when light passing through one medium meets a medium of lower refractive properties at an appropriate angle, it is reflected totally back into the first medium. In an OWG, that second medium is the cladding, and light pulses are reflected within the core medium with very little distortion over great distances. The OWG can be single-mode (carrying essentially a single beam of light), in which case the core diameter is about 10 micrometres; or it can be multimode, in which case the core diameter is usually 50 micrometres, although it can be as much as 200 micrometres. The diameter of the cladding ranges from a standard of 125 micrometres to as much as 300 micrometres. Fibres of this core-clad arrangement, with a sharply defined interface between two mediums of different refractive properties, are called stepped-index fibres. For various reasons, superior performance can be obtained from a graded-index fibre, in which the glass composition, and hence the refractive indices, change progressively, without abrupt transition, between the core and the outer diameter.
Fabrication
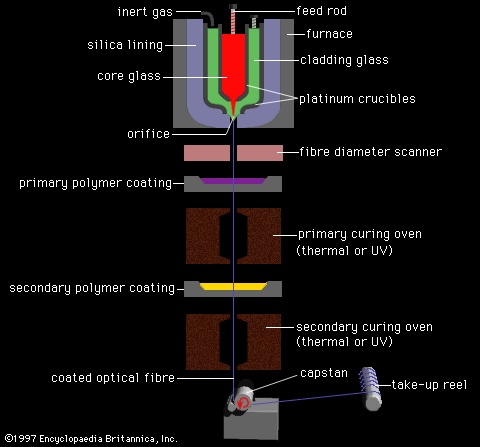 The two types of OWG are fabricated in different types of processes. Stepped-index OWGs are made by fusing a glass rod of core composition inside a glass tube of clad composition and then drawing them together. They also are made by the double-crucible technique (see Figure 11-->), in which two concentric compartments of a platinum crucible are fed with glass rods, and a composite stream is allowed to exit a bottom orifice. In either case, the glass fibre is attenuated to its proper dimensions by a high-speed mechanical winder. Between the orifice and the winder, the fibre passes through a laser-monitored diameter-control feedback mechanism and is coated with a polymer, usually containing ultraviolet-cured polyacrylates, to provide protection from surface abrasion.
The two types of OWG are fabricated in different types of processes. Stepped-index OWGs are made by fusing a glass rod of core composition inside a glass tube of clad composition and then drawing them together. They also are made by the double-crucible technique (see Figure 11-->), in which two concentric compartments of a platinum crucible are fed with glass rods, and a composite stream is allowed to exit a bottom orifice. In either case, the glass fibre is attenuated to its proper dimensions by a high-speed mechanical winder. Between the orifice and the winder, the fibre passes through a laser-monitored diameter-control feedback mechanism and is coated with a polymer, usually containing ultraviolet-cured polyacrylates, to provide protection from surface abrasion.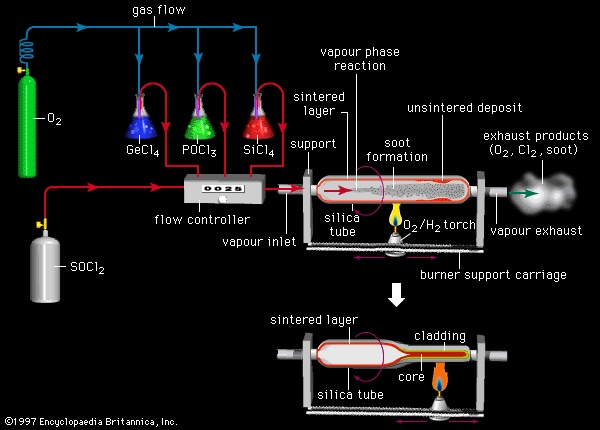 Graded-index OWGs are made by one of several vapour-deposition processes. The most popular version is called modified chemical vapour deposition (MCVD). In this method, an example of which is shown in Figure 12-->, silicon tetrachloride (SiCl4) vapours are mixed with varying quantities of phosphorus oxychloride (POCl3) and either germanium tetrachloride (GeCl4) or boron trichloride (BC13). Heated to 1,300°–1,600° C (2,375°–2,900° F), the vapours undergo an oxidation reaction that produces a soot containing silica and other oxides. This soot is allowed to condense on a cooler substrate such as a tube or rod. The condensed material, which may be composed of several hundred layers, is then dehydrated at approximately 1,200° C (2,200° F) and sintered at 1,500°–1,700° C (2,700°–3,100° F). By controlling the ratio of the chloride mix, the desired composition (and hence the desired refractive index) of the layers are obtained—germanium increasing the refractive index and boron decreasing it. The glass preform is subsequently mounted on a fibre draw tower, and its end is heated to 1,900°–2,200° C (3,450°–4,000° F) inside an induction or resistance furnace or by means of an oxy-hydrogen flame or a carbon dioxide laser beam. As in the double-crucible technique shown in Figure 11-->, the diameter of the attenuated fibre is scanned and used as a feedback signal to control the preform feed rate, and the fibre is subsequently coated with polymer.
Graded-index OWGs are made by one of several vapour-deposition processes. The most popular version is called modified chemical vapour deposition (MCVD). In this method, an example of which is shown in Figure 12-->, silicon tetrachloride (SiCl4) vapours are mixed with varying quantities of phosphorus oxychloride (POCl3) and either germanium tetrachloride (GeCl4) or boron trichloride (BC13). Heated to 1,300°–1,600° C (2,375°–2,900° F), the vapours undergo an oxidation reaction that produces a soot containing silica and other oxides. This soot is allowed to condense on a cooler substrate such as a tube or rod. The condensed material, which may be composed of several hundred layers, is then dehydrated at approximately 1,200° C (2,200° F) and sintered at 1,500°–1,700° C (2,700°–3,100° F). By controlling the ratio of the chloride mix, the desired composition (and hence the desired refractive index) of the layers are obtained—germanium increasing the refractive index and boron decreasing it. The glass preform is subsequently mounted on a fibre draw tower, and its end is heated to 1,900°–2,200° C (3,450°–4,000° F) inside an induction or resistance furnace or by means of an oxy-hydrogen flame or a carbon dioxide laser beam. As in the double-crucible technique shown in Figure 11-->, the diameter of the attenuated fibre is scanned and used as a feedback signal to control the preform feed rate, and the fibre is subsequently coated with polymer.Glass seals
The sealing of glass to various materials (including glass itself) is keyed to the relationship between glass viscosity and temperature, the differing thermal-expansion characteristics of the components to be sealed, the wetting and adhesion characteristics of molten glass at sealing temperatures, and the chemical durability of glass during service. Hermeticity is often a desired result in glass sealing. A prime example of hermetic seals are in lightbulbs, in which metal conducting wires are sealed through glass in order to maintain an inert atmosphere inside the lamp envelope. Much of modern microelectronics involving thick-film technology also depends on glass sealing, although in this case hermeticity is not a requirement.
For the formation of a successful seal, the most critical factor is probably the thermal contraction of glass. The thermal-contraction mismatch—that is, the differences in contraction of the sealed components as they are cooled—causes stresses to develop in each component. When the mismatch exceeds 500 parts per million, tensile stresses in the glass may cause it to fracture. In order to avoid fracture, it is preferable to have the glass component in glass-to-metal seals under mild compression or to employ glass-metal systems in which the glass component and the metal alloy are known to have closely matched contraction characteristics. When the contraction mismatch is large, sealing may be accomplished by using thin metal wire or a thin glass coating, by employing a compression seal (in which a glass of lower expansion properties is softened inside a higher-expansion metal shell), or by sealing the metal in the form of a thin foil with feathered edges (the Housekeeper seal). Most metal shell connectors with insulating glass and a central metal pin are examples of a compression seal. Projector lamp seals, where a current-carrying molybdenum metal foil is pinch-sealed into a fused silica tube, are good examples of Housekeeper seals.
Common ways of applying sealing glass are as frits and as preforms. Glass is crushed or ball-milled in order to obtain a fine powder, or frit, which is sieved to sizes of 5 to 100 micrometres and then mixed with a small amount of slurry-making organic volatilizing-type vehicles and binders. Metal powders (often flakes) can be mixed in to make conducting pastes, or nonmetallic powders can be added to make resistive and dielectric pastes or glass-matrix composites. The slurry is screen-printed onto the object, which is then fired in air or inert atmosphere in a controlled manner.
Dry frits also may be mixed with a small amount of binder and pressed into a suitable shape called a preform. The preform, made to a shape that is convenient to handle in a subsequent process, can be softened in contact with other components to cause sealing upon heating.
Glass treating
annealing
During the glass-forming process, glasses often develop permanent stresses because various regions of the material pass through the glass transition range at varying cooling rates and at varying times. In order to ensure dimensional stability (for instance, for space-based telescope mirrors) and to avoid the development of excessive tension in critical regions, these stresses must be reduced by the process of annealing. As is explained in Properties of glass (industrial glass), the atomic structure of a glassy solid undergoes a process of relaxation as it is cooled through the transition range. The time required for relaxation to be sufficient to reduce internal stresses can range from only a few minutes when the glass is held at its annealing point to a few hours when it is held at the lower temperatures of its strain point. (The strain point and annealing point of several oxide glasses are shown in Figure 5-->.) Practical annealing is achieved generally by holding the product approximately 5° C (9° F) above its annealing point for 5 to 15 minutes, followed by slowly cooling it through the glass-transition range and the strain point and finally to room temperature. In dead-annealing, glass is so well annealed that the internal tension is almost undetectable. As is explained in Optical properties (industrial glass), internal stresses are examined by using the photoelastic property of glass.Strengthening
Glass may be strengthened using one of several processes: temporarily reducing the severity of flaws by fire polishing or “etching” (i.e., chemical polishing); introducing surface compression by overlay glazing, thermal tempering, or ion exchange; and toughening by lamination.
Polishing and glazing
Etching of most silicate glasses can be carried out using a solution of 6–30 percent hydrofluoric acid with a small amount of sulfuric acid—although, for safety reasons, this treatment is not recommended. Strengthening by overlay glazing is carried out by firing onto the glass product a thin layer of another glass that has lower thermal expansion properties than the substrate.
Thermal tempering
Thermal tempering is achieved by quenching (or rapid-cooling) the glass from a temperature well above the transition range using symmetrically placed air jets. Since the outer layers of the glass are cooled faster than the inside and pass through the glass transition range sooner, they shrink at a higher rate and are compressed (in effect strengthening the glass), while the interior is stretched. Many commercial glass products can be strengthened significantly by thermal tempering. However, thick glasses may fracture spontaneously, beginning at a flaw in the interior, owing to the high tension that tempering creates in that region. Such glass may break, or dice, violently into a larger number of pieces. Since diced glass is unlikely to cause serious injury, tempered glass products may be legally required in certain applications, as in bathroom shower doors.
Ion exchange
Ion-exchange (ion-exchange reaction) strengthening is applicable only to alkali-containing glasses. It is carried out by immersing the glass in a bath of molten alkali salt (generally a nitrate) at temperatures below the transition range. The salt must be selected to have ions greater in size than the host alkali ions in glass. Through a diffusion mechanism, the larger invading ions from the alkali bath exchange relatively smaller sites with the smaller alkali ions in the surface regions of the glass—thus producing, as in thermal tempering, compression in the surface and tension in the interior. Because the invading ions penetrate only 40 to 300 micrometres into the host glass, the magnitude of the balancing internal tension is generally small. Thin glass specimens may be strengthened using the ion-exchange process. However, it is a slow process, generally requiring 2 to 24 hours of immersion in the salt bath.
lamination
In lamination, the mechanical energy associated with applied stress is absorbed by successive layers of glass and laminate, leaving less energy for crack development. Most glass products are laminated by bonding sheets of tough polymers such as polyvinyl butyral, polyurethane, ethylene terpolymer, and polytetrafluoroethane (sold under the trademark Teflon) to glass surfaces, generally by heat-shrinking. For windshield applications, paired sheets of glass, 3 to 6 millimetres (0.12 to 0.5 inch) thick, with a fine coating of talc to keep them from fusing, are placed over a metal support frame. The two plies are heated almost to softening, at which point bending occurs basically by gravity action. After cooling, the plies are separated and a polymer interlayer introduced, and the entire laminated assembly is gently heated in an electric furnace and either squeezed through a pair of rollers or pressed between molds. Not only does the interlayer help to absorb the energy of an impacting object, but the adhesion of glass to the polymer minimizes the risk of flying shards upon fracture. For aircraft, windshields may have several laminates, sometimes as many as three glass plies and two plastic interlayers. At least one of the inner glass plies is strengthened by ion exchange (see above) in order to withstand the impact of flying objects such as birds. Bulletproof glass is often laminated, although a single ply of dead-annealed glass as thick as 20 to 25 millimetres is used in some applications. The reason for having dead-annealed glass is the absence of tension in the interior; internal tension would cause the glass to shatter upon impact of the first bullet, thereby rendering the person behind the glass vulnerable to the second bullet.
History of glassmaking
Development of the glassmaker's art
The ancient world
Glass as an independent object (mostly as beads) dates back to about 2500 BC. It originated perhaps in Mesopotamia (art and architecture, Mesopotamian) and was brought later to Egypt (art and architecture, Egyptian). Vessels of glass appeared about 1450 BC, during the reign of Thutmose III, a pharaoh of the 18th dynasty of Egypt. A glass bottle bearing Thutmose's hieroglyph is in the British Museum in London. From Mesopotamia and Egypt, glassmaking using the basic soda-lime-silica composition traveled to Phoenicia, along the coast of present-day Lebanon. From there the art spread to Cyprus, Greece, and, by the 9th century BC, the Italian peninsula. After the conquests of Alexander the Great in the 4th century BC, glassmaking skills spread to the East, including the Indian (India) subcontinent. Glass beads and bangles characteristic of the Hindu culture of about 200 BC have been discovered in Nevasa excavations. Glassmakers in Syria prospered during this time, specializing in plain bowls of single colours.
In Alexandria about 100 BC the millefiori (millefiori glass) (“thousand flowers”) process for making open beakers and shallow dishes was developed. In this process a shaped core was made, perhaps of mud, to which sections of coloured glass canes were attached. The core and canes were placed into an outer mold to keep the shape while the glass fused in an oven. After removing the mold and core, the glass surfaces were ground smooth. Cross sections of the coloured rods showed a striking mosaic effect.
Near the beginning of the Christian era, the Phoenicians (Phoenicia) learned how to blow glass (glassblowing) with a blowing iron. The blowing iron was an iron tube about 1.5 metres (5 feet) long, with a mouthpiece at one end and a knob for holding soft glass at the other end. A blob of molten glass was collected on the knob end and rolled into a suitable shape on a flat surface of iron or stone called the marver. The shape could then be blown inside a mold (blow molding) or freely in air with occasional reheating. A solid iron rod called the pontil was used to wrap, twirl, or pinch glass into desired complexities. Handle, stem, or bottom also could be fused to the vessel when desired.
The Romans (ancient Rome) and Egyptians probably used sand mixed with ground seashells as raw materials for silica and lime and hardwood ash as the source of soda. They also showed astonishing skill in the way they used metallic (metal) oxides as colorizers. Very small differences in oxide content can drastically affect the final colour of a glass; yet colours and tints were reproduced time and again with remarkable consistency. Copper was used to make green and ruby-red glass; iron produced black, brown, and green; antimony, yellow; manganese was employed to make purple and amethyst glass. An opaque white glass, made by using tin, was important in glass cameo work, of which the famous Portland Vase, made in 1st-century Rome, is an outstanding example. To make this vase, a layer of white glass was superimposed on a darker material and afterward sculpted, pierced, and cut away to leave the white figures in relief against the darker background.
Roman attempts to make flat glass by pouring slabs about 12 millimetres (1/2 inch) thick were unrewarding. Proper transparency could not be achieved by such means without grinding and polishing the cast material; the lack of transparency and the difficulty encountered in making any but small panes by this method led to the introduction of stained-glass (stained glass) windows, first used in the Eastern Roman Empire in the early 12th century.
The Middle Ages and the Renaissance
Glassmaking skills in Europe declined after AD 200; for about a thousand years, standards remained far below those of the Romans. The range of articles, as well as the quality of the material, was poor; the glass was of inferior colour and marred by streaks and bubbles. The stained-glass windows that began to appear in the new Gothic churches in Europe in the 12th century reached their full splendour in the 13th and 14th centuries. Many of the colours were produced by the method of fusing stains to the surface of the glass. Clear, colourless glass proved extremely difficult to achieve, however.
The real revival of glassmaking skills in Europe came by way of Venice through contact with the Eastern Roman Empire (Byzantium). The Venetians (Venetian glass) made discoveries and innovations of their own, learning, for example, to eliminate all accidental colorizers from a glass melt by adding pyrolusite, a manganese mineral known as glassmaker's soap. The natural result was a gray glass, the overall transparency of which was even less than that of the otherwise slightly tinted glass. However, so long as the amounts of the original colorizer and of its antidote were small and the thickness of the finished article was slight, the loss of transparency was less noticeable than the unwanted colour would have been.
The Venetians eventually redeveloped all the skills of the Romans. Their products and their secrets were so much sought after that regulations were passed forbidding the emigration of workers. The glassworks, said to be more than a kilometre long, was moved in its entirety to the island of Murano in 1291 because of the fires it had caused. Most of the glass produced was soda-lime glass. Satisfactory for most purposes because it was very stable chemically and of reasonable hardness, soda-lime glass was also easily made. Its moderate softening temperature made it very workable, and it could be readily resoftened a number of times if necessary to complete an article. Above all, the materials needed for its manufacture were plentiful: sand and limestone were ubiquitous, and soda ash was readily obtainable from the hardwood forests that also provided fuel for the furnaces. Desirable but scarcer materials included potash, produced by burning seaweed and favoured by the Venetians above soda ash, and calcined and crushed river pebbles (selected for their whiteness), which most Italian glassmakers preferred to common sand.
 By the 15th century, Venetians had learned to make a fine rock crystal known as Venetian cristallo. Beautiful coloured glasses and techniques for decoration, such as gilding, also were developed. The Venetian product was exported to all over Europe and the Byzantine Empire. After Constantinople was captured by the Turks in 1453, however, the Venetian glass trade fell. Glassmakers emigrated from Venice and helped other Europeans set up their glass houses (see Figure 13-->). Germans and Bohemians (Bohemian glass) concentrated on the preparation and selection of newer, purer raw materials. Glass quality improved by the addition of low-iron potash and purer quartz. By 1680, Bohemian “crystal”—basically a potash-lime glass—was developed. In 1674 George Ravenscroft (Ravenscroft, George) of London experimented with “flint” glass, a lead-crystal (flint glass) composition made with a large proportion of calcined flints and potash. By using 15 percent lead oxide, quartz pebbles imported from the Po River in Italy, and purer potash, he produced a fine, lustrous glass, soft enough to be cut and engraved easily and of greater refractive power than the common soda-lime glass. By the end of the century, there were 11 houses in London producing leaded crystal. During the same period, Johann Kunckel (Kunckel von Löwenstjern, Johann) in Germany developed a reliable formula for producing ruby-red glass (ruby glass) using gold chloride. Gold was dissolved in aqua regia and mixed with the batch, which was then melted, formed, and subsequently reheated to “strike” the precipitation of the ruby-red colour. Kunckel also developed a phosphate opal glass, also called porcelain glass or Milchglas (milk glass), by adding burned bone or horn to the soda-lime batch.
By the 15th century, Venetians had learned to make a fine rock crystal known as Venetian cristallo. Beautiful coloured glasses and techniques for decoration, such as gilding, also were developed. The Venetian product was exported to all over Europe and the Byzantine Empire. After Constantinople was captured by the Turks in 1453, however, the Venetian glass trade fell. Glassmakers emigrated from Venice and helped other Europeans set up their glass houses (see Figure 13-->). Germans and Bohemians (Bohemian glass) concentrated on the preparation and selection of newer, purer raw materials. Glass quality improved by the addition of low-iron potash and purer quartz. By 1680, Bohemian “crystal”—basically a potash-lime glass—was developed. In 1674 George Ravenscroft (Ravenscroft, George) of London experimented with “flint” glass, a lead-crystal (flint glass) composition made with a large proportion of calcined flints and potash. By using 15 percent lead oxide, quartz pebbles imported from the Po River in Italy, and purer potash, he produced a fine, lustrous glass, soft enough to be cut and engraved easily and of greater refractive power than the common soda-lime glass. By the end of the century, there were 11 houses in London producing leaded crystal. During the same period, Johann Kunckel (Kunckel von Löwenstjern, Johann) in Germany developed a reliable formula for producing ruby-red glass (ruby glass) using gold chloride. Gold was dissolved in aqua regia and mixed with the batch, which was then melted, formed, and subsequently reheated to “strike” the precipitation of the ruby-red colour. Kunckel also developed a phosphate opal glass, also called porcelain glass or Milchglas (milk glass), by adding burned bone or horn to the soda-lime batch.Science in glassmaking
The chemical revolution of the 18th and 19th centuries brought greater understanding of the principles of glassmaking. In 1807 John Dalton's atomic theory was published. The development of systematic quantitative chemical analysis in 1808 by Jöns Jacob Berzelius, followed by chemical formulas and chemical equations, contributed a great deal to the establishment of large-scale industrial supply of purified raw materials. For instance, the Solvay process (ammonia-soda process) for producing soda ash was set up in 1863 in Belgium. In addition, the development of a concise chemical terminology removed much of the ambiguity and confusion characteristic of previous work. It was the French chemist Jean-Baptiste-André Dumas (Dumas, Jean-Baptiste-André) who showed in 1830 that the durability of soda-lime-silica glass (soda-lime glass) was maximized when the ratio of the three was 1:1:6; this is essentially the modern soda-lime-silica composition.
In 1932 W.H. Zachariasen published The Atomic Arrangement in Glass, a classic paper that had perhaps the most influence of any published work on glass science. Zachariasen's work placed the understanding of glass structure and its relationship to composition on its modern footing. The principles of his atomic structure theory are outlined in the section on Glass formation (industrial glass).
Development of modern glassmaking
Most of the mechanization in glass forming began during the late 19th century, and much of that took place on the North American continent. The history of some of these processes is described in this section.
Glass melting (thermal fusion)
Throughout the development of early glass, the crucible material was natural clay. Ancient Egyptian crucibles from about 1370 BC measured only a few centimetres deep and had large amounts of alkali and magnesia and 6 to 8 percent iron oxide. Such a crucible could hardly withstand modern melting temperatures of 1,100° C (2,000° F) and higher, and most likely they contaminated the glass with iron. The discovery of the blowing iron brought in the development of pot furnaces, which have remained almost unchanged even to this day. The pot furnaces were made of a plastic mixture of raw clay mixed well to remove bubbles. The pot floor was made first, before the sidewalls and the cover with a side opening were added.
Compartmentalized furnaces were developed by the 9th and 10th centuries. In these furnaces wood fires burned within a lower compartment, directly beneath a compartment where a glass melting pot was placed. The formed product was left to cool slowly in yet a third compartment located above or to the side. Many of the early designs failed to recognize the need for air drafts. During the late 17th century, cone-shaped, or “English,” glass furnaces using coal as fuel appeared. The cones rose as high as 35 metres and were 10 to 12 metres in diameter. In these furnaces, covered pots for glass melting were placed on a middle level slightly below the ground, and an underground tunnel brought in high-velocity upward air drafts. Significantly higher temperatures could be attained with such a design.
In the mid-19th century, with the understanding of the first law of thermodynamics (namely, the equivalence of work and heat), procedures for heat regeneration (energy, conservation of) were established. As pioneered by the brothers Friedrich and William (Siemens, Sir William) Siemens, working with the Chance brothers in England about 1860, regenerator-equipped pot furnaces consumed only about one-tenth of the fuel of the old furnaces. It was in 1867 that Friedrich Siemens, working in his late brother Hans' factory in Dresden, Ger., successfully converted a day tank to a continuous cross-fired furnace equipped with regenerators. The tank was 7.5 metres by 2.3 metres, with a glass depth of 50 centimetres (20 inches). The furnace had three chambers—melting, refining, and working—separated by dividing walls. A need to obtain higher resistance to chemical attack by molten glass was recognized: clays of a high alumina-to-silica ratio, with minimal impurities, were recommended for areas of glass contact as well as the furnace crown. Seventy-five years later, in 1942, electric-arc (arc furnace) fusion-cast refractories (refractory) became commercially available—particularly the ZAC refractory (35 percent zirconia, 53 percent alumina, and 12 percent silica) developed by Gordon Fulcher at Corning Glass Works in New York. These refractories displayed extremely high resistance to corrosion during continuous contact with glass at elevated temperatures and paved the way to the current technology.
Container making
Although glass containers for wine and beer are probably 1,600 years old, much of their use began only in the late 17th century. In the United States, large-scale production of bottles was pioneered by Caspar Wistar in 1739 at his New Jersey plant. In the 1770s the carbonation process for producing soft drinks was developed, and so began an entirely new bottling industry. At the Great Exhibition of 1851 in the Crystal Palace in London, one million “pop” bottles were consumed. The first beer pasteurized in glass was produced in Copenhagen in 1870. pasteurization of milk followed soon after.
The molding of a screw thread on a container was invented by John Mason in 1858. The principles of the “press-and-blow” process for making wide-mouth jars were shown in the United States by Philip Arbogast in 1882, and the “blow-and-blow” process for making narrow-neck containers was demonstrated by Howard Ashley in England in 1885. These processes employed manual delivery; fully automatic jar forming by a suction-and-blow process was perfected by Michael Owens over the period 1895–1917 at the Toledo (Ohio) Glass Company, which subsequently became the Owens Bottle Machine Company. The automatic single-gob feeder was developed in 1919–22 by Karl Peiler at the Hartford-Fairmont Company in Connecticut. Fully automatic machines followed, but the true rugged survivor, utilizing fully automatic gob delivery to the maximum versatility, was the Individual Section, or IS, machine invented by Henry Ingle at the Hartford Empire Company in 1925.
Flat glass
The Romans (ancient Rome) were perhaps the first to develop flat glass for use as windows (window): a bathhouse window of greenish blue colour, most likely obtained by casting, was discovered in the ruins of Pompeii. In the Middle Ages the crown (crown glass) process for making window glass was developed by the Normans. A mass of glass was gathered and blown into a globe at the end of the blowing iron and marvered to a conical shape. A pontil rod was attached to the other end, and the blowing iron was cracked off, leaving a jagged opening. The glassmaker then took the globe into the “glory hole” (the mouth) of the furnace, reheating it and at the same time spinning it to keep it from sagging. At some point, centrifugal force caused the globe to flash into a flat disk, which grew larger with continued spinning. Upon cooling, the disk was cracked off the pontil rod. Such glass was not truly flat. The disk was very uneven, being thickest near the centre and marked by concentric circular waves; at the very middle was the fractured nub, or crown, marking the point of former attachment to the pontil. Disks more than about 1.5 metres in diameter were hardly practical.
Most medieval church windows were made from broad glass. In this process, which continued to be practiced with variations into the 20th century, a large cylinder, as much as 50 centimetres in diameter and 175 centimetres long, was made by repeated gathering, blowing, and swinging. The cylinder was slit when cold and gradually opened with moderate reheating to become flat. Glass made from this process was flatter than crown glass and did not have the telltale crown in the middle; moreover, it could be made in much larger pieces. The use of compressed air in the early 1900s allowed the cylinders to be blown as large as 75 centimetres in diameter and up to 9 metres in length.
Despite its advantages over crown glass, broad glass had surface waviness and variations in thickness. For a higher degree of flatness, glass had to be cast (generally on a steel table) and rolled. The cast plates were subsequently ground and polished. In the Bicheroux process, introduced in Germany in the 1920s, about a ton of glass was melted in a pot and carried to the table, where it was poured through a pair of rollers. Rolling the sheet reduced the amount of grinding needed for flatness.
Two continuous flat-glass machines were introduced about the turn of the 20th century: the updraw machine, designed by Émile Fourcault of Belgium; and the Irving Colburn machine, developed at the Libbey-Owens Glass Company in Charleston, W.Va., U.S. In the Fourcault process, a one- to two-metre-wide steel mesh bait was introduced into molten glass at the working end of the furnace. The cooled glass adhered to the bait and was pulled upward between water-cooled tubes that solidified the sheet edges. The sheet was then gripped at the edges by nonchilling asbestos rollers and pulled farther up the draw tower. The Colburn machine borrowed its design from the papermaking process. The sheet was drawn vertically from the glass surface, but, after rising only a few metres, it was gradually bent over a polished nickel-alloy roller to become horizontal, ultimately traveling into the annealing lehr.
In both the Fourcault and the Colburn processes, glass was marked with undulations caused by the pulling and rolling gear. In addition, the glass sheets, like all flat glasses produced by earlier processes, had to be ground and polished for optical clarity. The development of the twin grinding and polishing machine in 1935 at the Pilkington Brothers works in Doncaster, Eng., made it possible for plate to be made by horizontal flow through a double-roller process and then ground and polished on-line. Finally, it took seven years of intense development before Alastair Pilkington introduced in 1959 the float glass process, which altogether eliminated the need for grinding and polishing. (The float process is described in Glass forming: Flat glass (industrial glass).) A further development, the electro-float process, introduced in 1967, made it possible to implant copper and other metal ions into the upper surface of glass using tin as an electrode at the bottom and a fixed copper (or other metal) electrode halfway down the bath at the top.
Optical (optics) glass
Until the mid-19th century, optical glass of reliable quality was rare. Beginning in the 1850s, however, the Chance Brothers factory in England successfully produced a variety of optical glasses using a melt-stirring process. Indeed, one of the highlights of the Great Exhibition of 1851 was a disk of very homogeneous dense flint, 29 inches in diameter and 2.25 inches thick, made by Chance Brothers. Work on optical glass had also been started by Carl Zeiss (Zeiss, Carl) at Jena, Ger., in 1846. Beginning in the 1880s, the pooled cooperation of Zeiss (an instrument maker), Ernst Abbe (a physicist), and Otto Schott (a chemist) brought miracles to the optical glass industry. The Jena glass Works became the dominant supplier of glass blanks for eyeglasses, microscopes, binoculars, cameras, and telescopes. Still, glass blanks had to be ground and polished to a lens prescription.
During World War I, with supply from Germany cut off, optical glass suddenly became a strategic material. Allied governments funded the expansion of optical glassmaking facilities at Chance Brothers in England and at Bausch & Lomb in the United States. Subsequently, the principles of permanent stress generation and of fine annealing of optical glass were established. In 1934, at the Corning Glass Works in New York, a 200-inch-diameter borosilicate glass mirror for the Hale Telescope at the Palomar Observatory was cast and annealed over eight months, cooling at a rate of approximately 1° F per day. After the end of World War II, a continuous electric melting process for optical glass was developed in which the tank was platinum-lined and the glass was vigorously stirred in the fining chamber. Finished lenses can now be made by direct molding, without grinding and polishing.
Additional Reading
D.R. Uhlmann and N.J. Kreidl (eds.), Glass—Science and Technology (1980– ), provides an in-depth discussion of glass for the advanced professional. Narottam P. Bansal and R.H. Doremus, Handbook of Glass Properties (1986), is a good compilation excerpted from published literature. Arun K. Varshneya, Fundamentals of Inorganic Glasses (1994), comprehensively covers glass composition, structure, properties, melting technology, and the forming of glass products and includes a chapter on glass transition-range behaviour and annealing/tempering.Samuel R. Scholes, Modern Glass Practice, 7th rev. ed. by Charles H. Greene (1975, reprinted 1992); and P.J. Doyle (compiler and ed.), Glass-Making Today (1979), discuss various aspects of glass manufacturing. Fay V. Tooley (compiler and ed.), The Handbook of Glass Manufacture: A Book of Reference for the Plant Executive, Technologist, and Engineer, 3rd ed., 2 vol. (1984), treats such topics as glass composition, raw materials, furnaces, refractories, fuels, and glasshouse instrumentation. George W. McLellan and Errol B. Shand, Glass Engineering Handbook, 3rd ed. (1984), describes the engineering and technology of glass products, detailing chemical durability, strength, and annealing techniques. ASM International, Handbook Committee, Engineered Materials Handbook, vol. 4, Ceramics and Glasses, ed. by Samuel J. Schneider, Jr. (1991), is an excellent updated compilation of articles written by various experts on a variety of topics covering glass melting and forming technologies.Harry Heltman Holscher, Hollow and Speciality Glass: Background and Challenge (1965); and R.W. Douglas and Susan Frank, A History of Glassmaking (1972), chronicle major historical developments.
- bike wagon
- Bikila, Abebe
- Bikini
- Biko, Steve
- Bil and Cora Baird
- Bilaspur
- Bila Tserkva
- Bilbao
- Bilbays
- bilberry
- Bilbo, Theodore G.
- Bildad
- Bilderberg Conference
- Bilderdijk, Willem
- Bildungsroman
- bile
- Bilecik
- Bilfinger, Georg Bernhard
- Bilge
- Bilhorod-Dnistrovskyy
- biliary dyskinesia
- bilin
- bilingualism
- bilirubin
- Billaud-Varenne, Jean-Nicolas